Испытание паропроводов на прочность и герметичность. Контроль герметичности гелиевыми течеискателями. Способ обдува гелием
Http-equiv="Content-Type" />
Государственный комитет СССР по надзору
за безопасным ведением работ в атомной энергетике
ПРАВИЛА И НОРМЫ В АТОМНОЙ ЭНЕРГЕТИКЕ
УНИФИЦИРОВАННАЯ МЕТОДИКА КОНТРОЛЯ ОСНОВНЫХ МАТЕРИАЛОВ (ПОЛУФАБРИКАТОВ), СВАРНЫХ СОЕДИНЕНИЙ И НАПЛАВКИ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ АЭУ
Контроль герметичности.
Газовые методы.
ПНАЭ Г-7-019-89
Испытательное давление при испытании на герметичность: для рабочего давления 30 мбар = рабочее давление. Испытание комбинированной нагрузки и испытание на герметичность выполняются на вновь установленных трубопроводах с рабочим давлением от 100 мбар до 1 бар. Испытание касается систем трубопроводов, включая клапаны, но без устройств регулирования давления газа, газовых приборов, газовых счетчиков и соответствующих устройств контроля и безопасности.
Испытания трубопроводов сжиженного газа. Трубопроводы сжиженного газа должны быть проверены, чтобы убедиться, что они находятся в отличном состоянии. Подключение к запорным клапанам должно проходить через: испытание под давлением, испытание на герметичность и периодическое испытание на герметичность. Он служит проверкой герметичности вновь установленных или отремонтированных трубопроводов. Во время испытания на герметичность необходимо проверить давление 150 мбар при герметичности всех трубопроводов к закрытым газовым клапанам.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Контроль герметичности конструкций и их узлов проводится в целях выявления течей, обусловленных наличием сквозных трещин, непроваров, прожогов и т.п. в сварных соединениях и металлических материалах.
1.2. Контроль герметичности основан на применении пробных веществ и регистрации их проникновения через течи в конструкции при помощи различных приборов - течеискателей и других средств регистрации пробного вещества.
1.3. В зависимости от свойств пробного вещества и принципа его регистрации контроль проводится газовыми или жидкостными методами, каждый из которых включает в себя ряд способов, различающихся технологией реализации данного принципа регистрации пробного вещества. При этом в зависимости от применяемого способа при контроле герметичности определяется место расположения течи или суммарное натекание (степень негерметичности). Перечень применяемых методов и способов контроля приведен в Таб.1
1.4. Величина течи или суммарного натекания оценивается потоком воздуха через течь или все течи, имеющиеся в изделии, при нормальных условиях из атмосферы в вакуум. Соотношения единиц измерения потока приведены в справочном Приложение 1.
1.5. Под системой контроля понимается сочетание определенных способа и режимов контроля и способа подготовки изделия к контролю.
1.6. Пороговая чувствительность системы контроля характеризуется величиной минимальных выявляемых течей или суммарного натекания.
Способ опрессовки гелием замкнутых оболочек
Трубопровод считается герметичным, если испытательное давление после температурного уравновешивания не падает в течение 10 минут. Периодическое испытание на утечку газа должно проверить, находится ли линия для предполагаемого режима работы в хорошем состоянии и соответствует требованиям до следующего испытания. Это испытание на герметичность выполняется при рабочем давлении. В зависимости от диаметра трубы проверка обязательна каждые 10 лет.
Испытание трубопроводов для питьевой воды и сточных вод. Водопроводные трубы должны подвергаться различным испытаниям. Конечно, это также предотвращает увеличение потребления воды. Распределения могут быть введены в эксплуатацию только в том случае, если они успешно проходят предписанное испытание давления. Разделение на более мелкие тестовые секции может помочь добиться большей надежности и точности тестирования. По гигиеническим соображениям лучше всего, чтобы трубопровод оставался сухим до его ввода в эксплуатацию, и если нет необходимости использовать воду в тесте на герметичность.
2. КЛАССИФИКАЦИЯ И ВЫБОР СИСТЕМ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ
2.1. Все системы контроля по чувствительности разделены на пять классов герметичности, приведенных в табл. 2.
2.2. Класс герметичности устанавливается проектной (конструкторской) организацией в соответствии с требованиями действующих Правил контроля в зависимости от назначения, условий работы изделия и выполнимости способов контроля и подготовки, отнесенных к данному классу, и указывается в конструкторской документации.
2.3. Выбор конкретной системы контроля определяется назначенным классом герметичности, конструкционными и технологическими особенностями изделия, а также технико-экономическими показателями контроля.
2.4. В соответствии с назначенным классом герметичности контроль проводится по технологии технологических карт контроля, в которых указаны конкретные способы контроля и подготовки изделия под контроль. В случае отступлений от требований настоящей методики документы должны быть согласованы с головной отраслевой материаловедческой организацией.
Проведение испытания под давлением с помощью воздуха также рекомендуется в качестве превентивной меры против коррозии в металлических материалах. Рис. 6 Тест распределения питьевой воды. Домашняя связь обычно состоит из подземного трубопровода и соединительной трубы, которая доставляет сточные воды, накопленные в доме и вокруг дома, в общественную канализацию.
Рис. 7 Испытание распределения сточных вод. Проверка распределения сточных вод может осуществляться воздухом или водой. Для канализационных трубопроводов воздухонепроницаемые пробирки закрываются на концах подачи заглушками и наполняются воздухом. Участок трубы подвергается требуемому испытательному давлению. Давление испытания трубопровода должно быть установлено при необходимости во время настройки. В течение испытательного периода испытательное давление не должно падать слишком низко. Если эти условия соблюдены, трубопровод можно считать плотным.
3. АППАРАТУРА И МАТЕРИАЛЫ
3.1. При испытании герметичности оборудование, приборы и материалы должны выбираться в соответствии со справочными приложениями 2 и 3. Допускается применение не указанных в приложениях отечественного и импортного оборудования, приборов и материалов, удовлетворяющих требованиям настоящего документа.
3.2. Параметры и технические характеристики оборудования, приборов и материалов, применяемых при контроле герметичности, должны соответствовать паспортным значениям, государственным стандартам и техническим условиям.
3.3. Метрологической поверке подвергаются приборы, в паспортах которых указаны объем и характер поверок. Поверки проводятся органами Госстандарта на соответствующих предприятиях. Периодичность поверок проводится в соответствии с требованиями паспорта на прибор.
3.4. Течеискатели независимо от выбранного способа контроля должны быть настроены на оптимальную чувствительность в соответствии с указаниями технического описания и инструкции по их эксплуатации.
В тесте на герметичность трубы герметизируются на концах с помощью монтажных пробок и заполняются водой. Герметичность проверяется на основе потери воды. Давление должно поддерживаться в пределах 1 кПа от требуемого испытательного давления водой. Испытания регуляторов давления газа.
Тест регулятора давления газа предназначен для обнаружения отказа ограничителя давления. Измерение давления покоя позволяет обнаруживать дефекты в предельном давлении и в запорных клапанах перед газовым прибором. Поток давления обеспечивает информацию о сбоях на ограничителе давления. Прецизионная измерительная техника позволяет безопасно и быстро принимать решения при вводе в эксплуатацию и управлении трубопроводами и водопроводами. Документация и защита данных.
4. ГАЗОВЫЕ МЕТОДЫ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ
4.1. Требования по подготовке поверхности конструкций, подлежащих контролю герметичности газовыми методами
4.1.1. Если на поверхность изделия, сборочной единицы наносится защитное покрытие, следует проводить перед указанной операцией.
Примечание
. В случае технической невозможности допускается проводить контроль герметичности после нанесения защитных покрытий, что должно оговариватьея в производственно-технической документации (ПТД).
4.1.2. Поверхность изделий, сборочных единиц, сварных соединений изделий, подлежащих проверке на герметичность, не должна иметь следов ржавчины, масла, эмульсии и других загрязнений.
4.1.3. Органические загрязнения с доступных участков поверхности изделия следует удалять промывкой органическими растворителями с последующим кантованием изделия или барботированием залитого растворителя. Объем заливаемого растворителя должен быть не менее 100% свободного объема изделия.
4.1.4. В качестве очищающих жидкостей следует использовать спирт, ацетон, уайт-спирит, бензин, хладон-113 или другие органические растворители, обеспечивающие качественное удаление органических загрязнений.
4.1.5. После очистки растворитель следует слить и полость изделия продуть сухим чистым воздухом до полного удаления запаха растворителя.
4.1.6. Качество очистки должно быть проконтролировано протиркой контролируемой поверхности чистой белой безворсовой тканью с последующим ее осмотром. Отсутствие загрязнений на ткани свидетельствует о качественной очистке поверхности.
4.1.7. При соответствующем указании в техническом процессе качество очистки должно быть проконтролировано осмотром участка поверхности изделия или сварного соединения в лучах ультрафиолетового света, а при недопустимости поверхности для осмотра в лучах ультрафиолетового света - куска бязи после протирки им поверхности. Отсутствие светящихся пятен на контролируемой поверхности или куске бязи при освещении их ультрафиолетовым светом свидетельствует о качественной очистке поверхности.
4.1.8. Окончательную операцию подготовки - осушку поверхности изделий и полостей возможных сквозных дефектов от влаги и других жидких сред - следует проводить непосредственно перед контролем герметичности. После осушки в целях сохранения чистоты изделий работы следует проводить в чистой спецодежде (халате или спецовке) и в перчатках из бельевой ткани.
4.1.9. В качестве нагревательных средств следует использовать электропечи, индукторы, калориферы, установки, стенды для пропаривания и т.п. Для нагрева можно использовать метод электросопротивления с применением переменного или постоянного тока.
4.1.10. При осуществлении осушки без вакуумирования длительность выдержки при требуемой температуре должна быть не менее 5 мин. Температура определяется заданным классом герметичности.
4.1.11. В случае невозможности выполнения контроля герметичности изделий непосредственно после осушки хранить осушенное изделие допускается не более 5 сут. при следующих условиях:
Устройство встроено с внутренней памятью, что позволяет хранить журналы измерений на вашем устройстве. Кроме того, устройство можно также использовать в качестве менеджера клиента с указанием адресов и местоположений измерений и самих систем. Здесь можно назначить измеренные данные и точки измерения соответствующему клиенту и легко сравнить их. Программы измерений могут использоваться для хранения измерений. Существует 5 различных программ измерений: локальная программа измерения предопределена для локального измерения давления и температуры.
- контролируемые участки должны быть защищены от попадания загрязнений и жидких сред защитными материалами;
- на поверхности контролируемого изделия не должна конденсироваться влага атмосферного воздуха. Для предотвращения явления конденсации влаги (например, при внесении изделий в помещение, температура воздуха в котором выше температуры поверхности изделия, понижении температуры воздуха в помещении, при охлаждении изделия при подаче в него пробного газа из баллона) необходимо принимать меры, руководствуясь справочными таблицами соотношений температуры окружающего воздуха, относительной и абсолютной влажности. Например, при относительной влажности воздуха 80% и температуре 20°С температура поверхности изделия не должна быть менее 17°С;
- влажность воздуха в помещении для хранения осушенных изделий не должна превышать 80%.
4.1.12. При необходимости транспортирования изделий следует исключить возможность загрязнения и конденсации влаги на поверхности изделия.
Отображаются текущие значения давления и температуры. Кроме того, четыре другие программы измерений могут быть сконфигурированы и активированы для различных типов измерений. Программы измерений используются для хранения и отображения шаблонов измерений. Измеренные значения программы будут автоматически регистрироваться в конце измерения. В устройстве может быть активирована только одна программа.
Они позволяют подключать прибор к измерительным цепям во время испытаний на распределение газа. Конические пробковые пробки поставляются в дополнение к шаговым пробкам высокого давления. Производители и поставщики энергии отвечают за безопасные и функциональные газопроводы для домашних хозяйств и предприятий. В этом разделе вы найдете специалистов по отоплению и сантехнике, специалистов по газоснабжению и водоснабжению, которые хотят с уверенностью выполнить свою работу. Тесты распределения газа включают стресс-тесты, тесты на герметичность и эксплуатационные возможности для домашних распределений.
4.2. Контроль герметичности гелиевыми течеискателями
4.2.1. Пороговая чувствительность гелиевых течеискателей и способов контроля. Рабочая шкала.
4.2.1.1. Пороговая чувствительность течеискателей характеризуется минимальным потоком пробного вещества, который течеискатель может зарегистрировать. Пороговая чувствительность гелиевых течеискателей должна быть не менее 1,3.10-10 м3* Па/с (1.10-6 л×мкм рт.ст./с). Пороговая чувствительность способа контроля характеризуется минимальным потоком или количеством пробного вещества, который фиксируется в схеме проведения контроля.
4.2.1.2. Пороговая чувствительность гелиевых течеискателей определяется в начале каждой смены по методике, приведенной в Приложение 4 .
4.2.1.3. Пороговая чувствительность способа контроля определяется после испытания изделия, партии однотипных изделий или имитатора, конструкции которого согласовывается с ГОМО по методике, приведенной в Приложение 5.
4.2.1.4. Пороговая чувствительность способов вакуумной (гелиевой) камеры и термовакуумного должна быть не ниже 6,7.10-10 м3×Па/с (5.10-6 л×мкм рт.ст./с), способов обдува гелием и гелиевого щупа - не ниже 6,7.10-9 м3×Па/с (5.10-5 л×мкм рт.ст.с).
4.2.1.5. Если пороговая чувствительность способа контроля ниже значений, указанных в п. 4.2.1.4, то изделие или партия изделий должны подвергаться повторному контролю.
4.2.1.6. Признаком наличия сквозного дефекта является увеличение показаний прибора над средними фоновыми показаниями на величину, равную разности максимального и минимального значений фона в схеме испытаний. Эта величина не должна превосходить 50 мВ для всех способов контроля (кроме способа щупа) и 100 мВ для способа щупа.
Он также включает испытания регуляторов давления газа. Другая целевая группа, где могут быть проведены испытания, - распределение питьевой воды и распределение сточных вод. Реже, но все же очень важно проверять распределение при использовании жидких газов.
Способ обдува гелием
Производительность испытаний измеряется в соответствии с директивами по распределению газа в каждой стране. Например водопроводные трубы могут быть испытаны с помощью зонда высокого давления до 25 бар. Утечки в распределении сжатого воздуха представляют собой серьезную проблему на промышленных предприятиях. Они дороги, вредны для устройства, а их обнаружение и ремонт требуют много времени. Решение этих состояний, как правило, является реактивным: только когда система установлена и работает, обнаружена и удалена утечка.
Примечания
:
1. Средние фоновые показания перед началом испытания любым способом не должны быть более 2/3 рабочей шкалы.
2. Если фоновые показания превышают указанную величину, следует использовать схему компенсации фона.
4.2.2. Способ гелиевой (вакуумной камеры).
4.2.2.1. Сущность способа гелиевой или вакуумной камеры заключается в том, что контролируемое изделие помещается в герметичную металлическую камеру. К камере или изделию подсоединяется через систему вспомогательной откачки течеискатель, после чего в камеру (способ гелиевой камеры) или в изделие (способ вакуумной камеры) подается под давлением гелий. При наличии течи гелий в результате перепада давлений поступает в вакуумируемый объем, соединенный с течеискателем. Схема контроля способом вакуумной камеры приведена на Рис.1.
Уже описано много страниц о различных программах управления утечками и утечками, передовой практике и т.д. Но мало что было предложено для активного подхода. Это означает, что вам нужно сосредоточиться при установке новой системы или расширении или перемещении существующей системы во избежание утечки. Метод трубопроводов является важным решением, которое оказывает большое влияние на последующие программы технического обслуживания. Система трубопроводов от давления до подключения - это средство предотвращения утечки в системах сжатого воздуха.
Рис. 1. Схема установки для контроля способом вакуумной камеры
1 - гелиевый течеискатель,
2 - натекатель,
3 - баллон с аргоном,
4 - камера,
5 - изделие,
6 - мановакуумметр,
7 - редуктор,
8 - баллон с гелием,
9 - вакуумный насос,
10 - вакуумный клапан ,
11 - калиброванная течь
4.2.2.2. При проектировании и изготовлении гелиевой (вакуумной) камеры должны учитываться следующие требования:
Стоимость производства и обслуживания системы сжатого воздуха. Воздух свободен, но электричество, необходимое для сжатия, конечно, не является бесплатным. Компрессоры потребляют больше энергии, чем любой другой тип бизнес-оборудования, однако от 20 до 30% мощности компрессора теряется из-за утечки оборудования на заводах, которые не поддерживают систему сжатого воздуха должным образом. Отрегулируйте эту сумму в соответствии с текущим местным тарифом на электроэнергию в промышленном секторе, затем умножьте ее на количество и величину существующих утечек, и вы можете легко узнать, сколько утечек придет к вам.
- для ускорения откачки форма камеры рекомендуется цилиндрической (допускается изготовление камеры по конфигурации конструкции);
- должна быть предусмотрена герметичность фланцевых соединений, а также герметичность места вывода из самой конструкции или технологического переходника от конструкции к баллону с гелием;
- контролируемая конструкция не должна соприкасаться с внутренней поверхностью камеры.
4.2.2.3. Порядок проведения контроля:
Во многих предприятиях эти суммы растут в тысячи или даже сотни долларов в год. Утечки сжатого воздуха также связаны с проблемами на самом участке, что приводит к увеличению эксплуатационных расходов. Утечки вызывают падение давления в системе, что снижает эффективность использования воздуха. Менее эффективные инструменты означают менее эффективное производство. В результате более длительной эксплуатации срок службы оборудования уменьшается, что увеличивает время обслуживания и, следовательно, увеличивает эксплуатационные расходы.
В зависимости от используемого метода обнаружения и масштаба шкалы сжатого воздуха в данном объекте обнаружение и ремонт утечек может быть трудоемкой задачей. Из вышесказанного следует, что для предотвращения утечек с самого начала цель, которой стоит стремиться.
- контролируемое изделие подготавливается в соответствии с требованиями подразд. 4.1;
- изделие помещается в металлическую камеру, внутренняя поверхность которой предварительно очищается и просушивается;
- после уплотнения крышки камеры и установки манометра проводится откачка полости камеры (изделия) до остаточного давления 7 - 8 Па [(5-6) .10 -2 мм рт. ст.;
- перед заполнением контролируемого изделия (камеры) гелием полость его предварительно откачивается до давления не выше 700-1400 Па (5-10 мм рт. ст.);
- после достижения в камере (изделии) требуемого остаточного давления открывается входной клапан течеискателя и отключается система вспомогательной откачки;
- в случае постепенного уменьшения давления в камере масс- спектрометра необходимо проводить подачу сухого азота в камеру масс-спектрометра с применением регулирующих натекателей;
- в случае увеличения давления в камере масс-спектрометра необходимо частично приоткрыть клапан системы вспомогательной откачки или прикрыть входной клапан течеискателя;
- в полость изделия (камеры) подается гелий или воздушно-гелиевая смесь в пропорциях, устанавливаемых технологической картой на контроль;
- проводится выдержка изделия (камеры) под давлением.
4.2.2.4. Длительность выдержки изделия (камеры) под давлением должна быть при вакуумируемом объеме до 0,1 м3 - не менее 5 мин, от 0,1 до 0,5 м3 - не менее 10 мин, свыше 0,5 до 1,5 м3 - не менее 15 мин, свыше 1,5 до 3,5 м3 не менее 20 мин, свыше 3,5 - 40 мин.
4.2.2.6. Удалять гелий следует продуванием полости изделия (камеры) сухим сжатым воздухом или ее откачкой.
Допускается сбор удаляемого гелия для использования при последующем контроле.
4.2.2.5. При необходимости контроля участка изделия или отдельного сварного соединения на контролируемый участок или сварное соединение допускается установить локальную камеру.
Порядок контроля аналогичен указанному в п. 4.2.2.3.
Длительность выдержки под давлением устанавливается в зависимости от откачиваемого объема в соответствии с п. 4.2.2.4.
4.2.2.7. При контроле замыкающего сварного шва изделия проводится вакуумирование изделия и подача гелия в полость изделия с последующей заваркой замыкающего шва в потоке гелия. После заварки необходимо провести испытание замыкающего шва способом локальной вакуумной камеры. Длительность контроля определяется объемом камеры в соответствии с п. 4.2.2.4.
4.2.2.8. Количественную оценку суммарного потока пробного вещества через течи в изделии следует проводить по методике, изложенной в приложении 6 (справочном) .
Система подключения труб = предотвращение утечки. Хотя утечки могут возникать в любой точке трубопровода сжатого воздуха, из практики мы знаем, что они чаще всего встречаются в суставах. Трубные соединения, фитинги, клапаны и т.д. являются типичными проблемными зонами. Как было сказано, правильный выбор и установка распределения воздуховодов является одним из ключевых элементов предотвращения утечки.
В последние годы многие техники не смогли спроектировать и указать резьбовые соединения в связи с воздушными системами из-за чрезмерной тенденции к утечке и утечке. Часто эти утечки возникают из-за проблем, возникающих при сборке, таких как неправильная конструкция резьбы, небрежная очистка нитей или неправильно навинчиваемая прокладка. Эксплуатационные операции на данном предприятии также являются причиной других утечек, например, вибрация или шок могут ослабить используемые уплотнения.
4.2.3. Способ опрессовки гелием замкнутых оболочек.
4.2.3.1. Контроль способом опрессовки замкнутых оболочек заключается в том, что изделие или замыкающий шов помещаются в специальную камеру, в которой создается давление гелия. При наличии негерметичности в шве гелий проникает в замкнутый объем изделия. Далее проводится контроль изделия накоплением гелия в вакуумной камере, в которую помещается изделие.
4.2.3.2. Контроль герметичности замыкающего сварного шва способом опрессовки рекомендуется проводить для изделий, имеющих небольшие объемы (до 10 л) .
4.2.3.3. Контроль должен проводиться в такой последовательности:
Системы трубопроводов от давления до подключения становятся все более популярными как часть установленных систем сжатого воздуха по мере продвижения технологий. Соединение этих систем происходит путем установки фитинга на концах труб. Процесс склеивания является быстрым и безопасным, поскольку он не работает с открытым огнем; пробирку разрезают и маркируют, затем маркируют, чтобы визуально проверить полную установку, затем вставить в предварительно смазанное муфту, фитинг или клапан. Ручной прессующий инструмент используется для нажимания выбранного фитинга на обоих концах трубы, что обеспечивает надежную механическую блокировку и ведет к прочному и прочному соединению.
- изделие помещается в опрессовочную камеру и выдерживается под давлением гелия в течение определенного времени;
- после опрессовки изделие вынимают из камеры, обдувают сжатым воздухом или азотом наружную поверхность изделия для очистки от гелия и выдерживают на воздухе 1 - 2 ч;
- перед установкой изделия внутреннюю полость камеры, присоединенной к течеискателю, откачивают вспомогательным насосом. Фиксируют фоновые показания выходного прибора течеискателя при давлении в камере 1 - 7 Па [(1 - 5) .10 -2 мм рт. ст.] с отключенным вспомогательным насосом;
- опрессованное гелием изделие помещают в вакуумную камеру и откачивают камеру с изделием до давления не более 1 - 7 Па, отключают вспомогательный насос и накапливают гелий в камере в течение не менее 1 ч, после чего открывают входной клапан течеискателя и фиксируют показания течеискателя.
- Превышение сигнала выходного прибора течеискателя на 1 В и более над фоновыми показаниями является признаком течи в замыкающем шве изделия.
Примечание
. С целью исключения повышенного гелиевого фона в процессе испытаний запрещается использовать камеру, в которой проводилась опрессовка изделия гелием.
4.2.3.4. Длительность опрессовки изделия гелием должна быть при давлении 1.10 6 Па (10 кгс/см2) не менее 120 ч, 2.106 Па (20 кгс/см2) не менее 50 ч, 5.105 Па (50 кгс/см2)) не менее 13 ч.
Большинство систем оснащены определенной технологией для определения правильной степени сжатия, что позволяет установщику идентифицировать неадекватно сжатые соединения во время проверки давления в системе. Механическая прочность соединения достигается за счет процесса сжатия. Соответствующее уплотнение может быть достигнуто путем объединения механического взаимодействия между компонентом и трубой и сжатия уплотняющего материала.
Было доказано, что системы трубопроводов под давлением были проверены на предмет предотвращения утечки, и было показано, что они уменьшают вероятность утечки по сравнению с системами с резьбой. В ходе испытаний и сопоставления характеристик резьбовой системы с системой труб под давлением независимой компанией, где были применены ускоренное старение и тепловая нагрузка, должны были быть сделаны отклонения от первоначального плана испытаний из-за частых утечек внутри резьбовой системы.
4.2.4. Способ термовакуумных испытаний.
4.2.4.1. Сущность испытаний заключается в том, что подлежащее контролю изделие нагревается в вакуумной камере до температуры 380 - 400°С при давлении внутри и снаружи изделия не выше 0,1 Па (10 -3 мм рт.ст.), а затем контролируется при подаче гелия в нагретое изделие или в камеру, в которую оно помещено.
4.2.4.2. Порядок проведения контроля:
- изделие подготавливается к контролю в соответствии с п. 4.1.1 - 4.1.7;
- изделие помещается в металлическую камеру;
- камера и внутренняя полость изделия вакуумируются до давления не выше 0,1 Па (10 -3 мм рт. ст.);
- изделие нагревается в печах или нагревательными устройствами до температуры 380 - 400°С и выдерживается при этой температуре в течение 3 - 5 мин. Темп разогрева определяется постоянным поддержанием давления в камере и изделии не выше 0,1 Па (10 -3 мм рт. ст.) и конструкцией изделия;
- открывается входной клапан течеискателя при одновременном отключении насосной группы камеры (или изделия) .
- Фиксируются установившиеся фоновые показания течеискателя;
- в контролируемое изделие (или камеру) подается гелий до требуемого давления;
- изделие (камера) выдерживается под давлением, при этом фиксируются показания течеискателя. Длительность выдержки выбирается в соответствии с п. 4.2.3.4;
- после охлаждения до температуры не выше 50°С камера открывается.
4.2.5. Способ гелиевого щупа.
4.2.5.1. Сущность способа заключается в том, что изделие заполняется гелием или гелиево-воздушной смесью до давления выше атмосферного, после чего наружная поверхность изделия контролируется специальным щупом, соединенным металлическим или вакуумным резиновым шлангом с течеискателем. В результате перепада давления гелий проникает через имеющийся сквозной дефект и через щуп и шланг попадает в камеру масспектрометра течеискателя. Определенная конструкция насадки щупа, изготовленная в соответствии с профилем контролируемой поверхности, позволяет установить место расположения сквозного дефекта в изделии. Насадка щупа должна перекрывать проверяемый участок по ширине не менее чем на 5 мм с каждой стороны. Если ширина насадки меньше, то контроль следует проводить в несколько проходов.
Схема контроля способом гелиевого щупа приведена на рис. 2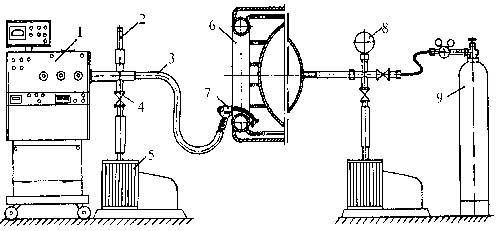
Рис. 2. Схема установки для контроля способом щупа
1 - гелиевый течеискатель,
2 - термопарная лампа,
3 - вакуумный шланг,
4 - вакуумный насос,
5 - (Note from Webmaster: nothing for 5)
6 - изделие,
7 - щуп,
8 - мановакууметр,
9 - баллон с гелием
4.2.5.2. При контроле способом щупа используются регулируемые щупы-улавливатели с конической насадкой объемом не более 1 мм3 и расстоянием регулируемой запирающей иглы от контролируемой поверхности не более 5 мм. Одним из возможных вариантов конструкторского исполнения является щуп-улавливатель по черт. 358-00-00 и 358-01-00.
4.2.5.3. К установке для контроля способом гелиевого щупа предъявляются следующие требования:
- все соединения установки должны быть проверены при закрытом положении щупа способом обдува;
- часть установки, предназначенная для подачи гелия в контролируемое изделие, должна быть испытана способом гелиевого щупа при давлении гелия не менее 1,5 Р, где Р - давление гелия во время контроля;
- в случае применения шланга из вакуумной резины для присоединения щупа к течеискателю шланг должен быть промыт для уменьшения газоотделения раствором щелочи (15%), чистой проточной водой, дистиллированной водой и осушен спиртом - ректификатом. Наружная поверхность шланга протирается касторовым маслом;
- длина магистрали, соединяющей щуп с течеискателем, должна быть минимально. возможной. Максимальная длина магистрали определяется п. 4.2.1.4 при оценке чувствительности способа по приложению 5.
4.2.5.4. Контроль следует проводить в такой последовательности:
- при закрытом щупе 7 (см. рис. 2) проводится откачка шланга 3 вакуумным насосом 5 в течение 15 - 20 мин;
- щуп регулируется так, чтобы при совместной работе вспомогательного вакуумного насоса и насосов течеискателя остаточное давление, измеряемое термопарной лампой 2, установленной у фланца течеискателя, было равно 25 - 30 Па [(1,8-2,2) .10-1 мм рт. cт.]. Установление рабочего давления в шланге, соединяющем щуп с течеискателем, должно проводиться одновременно регулировкой щупа и входного клапана течеискателя;
- в качестве вспомогательного должен использоваться насос со скоростью откачки 1 - 3 л/с. Если используется насос с большей скоростью откачки, следует прикрывать клапан 4, обеспечивая соответствующую скорость откачки;
- подготовленное к контролю изделие после глушения отверстий и фланцевых выходов откачивается до давления не выше 700 - 1400 Па (5-10 мм рт. ст.);
- осуществляется подача гелия и гелиево-воздушной смеси (не менее 50% гелия) в изделие до необходимого при испытаниях избыточного давления.
Иллюстрацию метода вы можете посмотреть на видеозаписи:
Примечания:
1. В случае невозможности предварительной откачки трубопроводов или изделий камерного типа допускается проводить продув полости гелием до появления его на выходе трубопровода или изделия. Появление гелия фиксируется щупом по повышению показаний прибора над фоновым на 100 мВ и выше.
2. Для получения концентрации гелия не менее 60% под давлением 0,1 МПа (1 кгс/см2) после продува полости гелием в изделие или трубопровод подают гелий до давления 0,1 МПа (1 кгс/см2) . Для получения концентрации гелия не менее 75% давление сбрасывают до атмосферного и вновь подают гелий до давления 0,1 МПа.
3. Для изделий с тупиковыми полостями, исключающими возможность продувки и вакуумирования, время выдержки для достижения необходимой концентрации гелия определяется экспериментально в каждом конкретном случае на стенде-имитаторе.
4.2.5.5. Контроль осуществляется перемещением щупа по поверхности изделия с постоянной скоростью, равной 0,10 - 0,15 м/мин:
- при движении щуп должен находиться в непосредственном соприкосновении с контролируемой поверхностью. Удаление щупа от контролируемой поверхности на 5 мм снижает выявляемость дефектов в 10 - 15 раз;
- контроль следует начинать с нижних участков изделия с постепенным переходом к верхним.
4.2.6. Способ обдува гелием.
4.2.6.1. Сущность способа заключается в том, что изделие, подвергаемое контролю, подключается к течеискателю, вакуумируется до давления, позволяющего полностью открыть входной клапан течеискателя, после чего наружная поверхность изделия обдувается струей гелия.
При наличии течи в изделии гелий попадает в его полость и фиксируется течеискателем.
Схема контроля способом обдува приведена на рис. 3.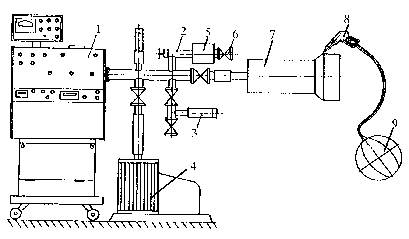
Рис. 3. Схема установки для контроля способом обдува
1 - гелиевый течеискатель,
2 - натекатель,
3 - гелиевая течь ,
4 - вакуумный насос,
5 - баллон с аргоном,
6 - вакуумный клапан,
7 - изделие,
8 - обдуватель,
9 - камера с гелием
4.2.6.2. Контроль должен проводиться в такой последовательности:
- подготовленное в соответствии с требованиями подразд. 4.1 изделие вакуумируется до давления 7 - 8 МПа [(5 - 6) .10 -2 мм рт. ст.];
- при открытом на изделие входном клапане течеискателя отключается система вспомогательной откачки и проводится обдувание гелием наружной поверхности изделия. Если невозможно поддержать требуемое давление в камере масс-спектрометра при отключенной системе вспомогательной откачки, разрешается проводить контроль при не полностью перекрытом или открытом клапане системы вспомогательной откачки, при этом определять чувствительность по приложению 5 следует при том же положении клапана;
- обдув следует начинать с мест подсоединения системы вспомогательной откачки к течеискателю; затем обдувается само изделие, начиная с верхних его участков с постепенным переходом к нижним;
- на первой стадии испытаний рекомендуется установить сильную струю гелия, охватывающую при обдуве сразу большую площадь. При обнаружении течи уменьшить струю гелия так, чтобы она слегка чувствовалась при поднесении пистолета - обдувателя к губам, и точно определить место сквозного дефекта. Скорость перемещения обдувателя по контролируемой поверхности составляет 0,10-0,15 м/мин; при контроле изделий большого объема и протяженности следует, учитывая время запаздывания сигнала, уменьшить скорость обдува;
- при наличии больших сквозных дефектов и невозможности достижения требуемого вакуума в изделии для полного открытия входного клапана течеискателя при отключенной системе вспомогательной откачки сквозные дефекты отыскивать при включенной системе вспомогательной откачки. После обнаружения больших сквозных дефектов и их устранения проводится повторный контроль с целью нахождения дефектов с малой величиной натекания.
4.2.6.3. С целью контроля всей поверхности изделия или части его в отдельных случаях контролируемую поверхность закрывают мягким чехлом. Под чехол подают гелий в количестве, примерно равном объему пространства под чехлом.
Длительность выдержки изделия под чехлом составляет 5- 6 мин.
4.2.6.4. Способ обдува допускается применять для контроля незамкнутых элементов конструкций. Для его осуществления следует использовать вакуумные камеры-присоски, накладываемые или закрепляемые на контролируемой поверхности со стороны, противоположной обдуваемой. Одна из конструкций камер приведена на рис. 4. Режимы испытания указаны в п. 4.2.6.2.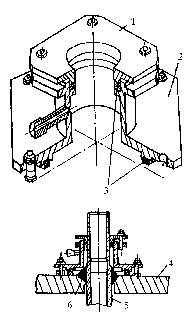
Рис. 4. Конструкция вакуумной камеры-присоски
1- крышка,
2- корпус,
3- резиновые уплотнения,
4- конструкция,
5- трубопровод,
6- сварное соединение
4.3. Контроль герметичности галоидными течеискателями. Способ галоидного атмосферного щупа
4.3.1. Настройку течеискателей, определение и проверку пороговой чувствительности галоидных течеискателей следует проводить по калиброванным галоидным течам в соответствии с техническим описанием и инструкцией по эксплуатации прибора завода-изготовителя.
4.3.2. Сущность способа галоидного щупа заключается в том, что испытываемое изделие, предварительно отвакуумированное, наполняется хладоном или смесью хладона с воздухом до давления выше атмосферного. В результате перепада давлений хладон проникает через имеющуюся неплотность и улавливается щупом течеискателя , соединенным электрическим кабелем с измерительным блоком течеискателя.
4.3.3. Схема установки для контроля способом галоидного щупа приведена на рис. 5.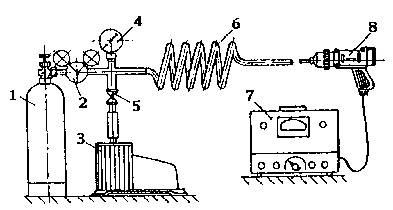
Рис. 5. Схема установки для контроля способом галоидного щупа:
1 - баллон с фреоном;
2 - редуктор;
3 - вакуумный насос;
4 - мановакуумметр;
5 - клапан;
6 - изделие;
7 - измерительный блок течеискателя;
8 - выносной щуп течеискателя
Установка для нагнетания хладона в контролируемое изделие должна быть проверена на герметичность галоидным течеискателем при давлении насыщенных паров хладона при температуре испытаний.
4.3.4. Порядок проведения контроля:
- после глушения отверстий и фланцевых выходов проходными и глухими заглушками изделие откачивается до остаточного давления не выше 700 - 1400 Па (5 - 10 мм рт. ст.);
- перекрытием клапана вакуумный насос отключается и хладон подается в изделие до необходимого при испытании избыточного давления;
- в случае невозможности предварительной откачки трубопроводов допускается вытеснение воздуха хладоном с фиксацией наличия хладона на удаленном конце трубопровода. Далее хладон нагнетается в трубопровод для обеспечения концентрации хладона в трубопроводе не менее 50%;
- для изделий камерного типа допускается нагнетание хладона без откачки изделия при условии обеспечения концентрации хладона в изделии не менее 50%;
- контроль осуществляется перемещением выносного щупа по поверхности изделия с постоянной скоростью;
- при движении щуп должен находиться на минимально возможном расстоянии от поверхности. Удаление щупа от контролируемой поверхности на 5 мм снижает выявляемость дефектов в 10 - 15 раз;
- контроль следует начинать с верхних участков изделия с постепенным переходом к нижним.
4.3.5. Режимы контроля галоидными течеискателями:
скорость перемещения щупа по поверхности изделия не должна превышать 0,10 - 0,15 м/мин;
давление хладона-12 или хладона-22 должно соответствовать указаниям рабочих чертежей или технологической карты на контроль. Давление хладона в изделии должно быть ниже давления его насыщенных паров.
Примечание
. Давление насыщенных паров хладона-12 и хладона - 22 в зависимости от температуры приведено в справочном приложении 7.
4.3.6. После проведения контроля хладон должен быть удален из конструкции за пределы рабочего помещения откачкой до остаточного давления 130 - 650 Па (1 - 5 мм рт. ст.). После этого должны быть проведены напуск воздуха в контролируемое изделие и повторная откачка до того же давления.
Примечание
. Двукратная откачка контролируемого изделия до остаточного давления 130 - 650 Па гарантирует остаточное содержание хладона-12 не более 0,01 мг/л, а хладона-22 - не более 0,006 мг/л.
4.4. Контроль герметичности пузырьковым методом
4.4.1. Пневматический способ надувом воздуха.
4.4.1.1. Сущность способа заключается в том, что контролируемое изделие заполняется пробным газом под избыточным давлением. На наружную поверхность изделия наносится пенообразующий состав. Пробный газ в местах течей вызывает образование пузырей в пенообразующем составе (пузыри или разрывы мыльной пленки при применении мыльной эмульсии; пенные коконы или разрывы пленки при применении полимерного состава).
4.4.1.2. Порядок проведения контроля:
- в контролируемом изделии создается требуемое избыточное давление пробного газа;
- мягкой волосяной кистью или краскораспылителем на контролируемую поверхность изделия наносится пенообразующий состав и осуществляется визуальное наблюдение.
Примечание
. Компоненты пенообразующих составов приведены в приложении 8 (справочном) .
4.4.1.3. Время наблюдения за состоянием поверхности при нанесении мыльной эмульсии составляет не более 2 - 3 мин после ее нанесения на поверхность.
4.4.1.4. При нанесении полимерного состава для выявления больших дефектов (более 1.10 -4 м 3 Па/с) осмотр следует проводить непосредственно после нанесения полимерного состава. Для выявления малых дефектов время осмотра должно быть не менее 20 мин с момента нанесения состава. Пенные коконы сохраняются в течение суток.
4.4.2. Пневмогидравлический аквариумный способ.
4.4.2.1. Сущность способа заключается в том, что изделие, которое заполнено газом под избыточным давлением, погружают в жидкость. Газ, выходящий в местах течей из изделия, вызывает образование пузырей в жидкости.
4.4.2.2. Контроль осуществляется в такой последовательности:
- контролируемое изделие помещается в емкость;
- в изделии создается испытательное давление пробного газа;
- в емкость заливается жидкость до уровня не менее 100 - 150 мм над контролируемой поверхностью изделия.
4.4.2.3. Признаком течи в изделии является образование всплывающих к поверхности жидкости пузырьков воздуха, периодически образующихся на определенном участке поверхности изделия, или строчки пузырьков.
4.4.3. Пузырьковый вакуумный способ.
4.4.3.1. Сущность способа заключается в том, что перед установкой вакуумной камеры контролируемый участок конструкции смачивается пенообразующим составом, в камере создается вакуум. В местах течей образуются пузыри, коконы или разрывы пленки, видимые через прозрачный верх камеры.
4.4.3.2. Для обеспечения полного контроля всего сварного соединения вакуум-камеру устанавливают так, чтобы она не менее чем на 100 мм перекрывала предыдущий проконтролированный участок шва.
Вакуум-камера может иметь различную форму в зависимости от конструкции контролируемого изделия и вида сварного соединения. Для стыковых сварных соединений листовых конструкций изготавливаются плоские камеры, для угловых швов - угловые, для контроля кольцевых швов трубопроводов могут быть изготовлены кольцевые камеры. Один из возможных вариантов конструкционного исполнения вакуум-камеры представлен на рис. 6.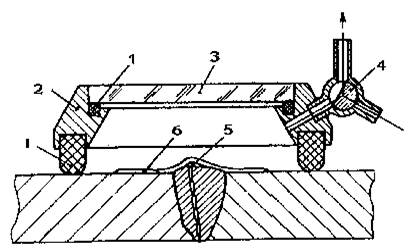
Рис. 6. Схема вакуум-камеры для контроля герметичности:
1 - резиновые уплотнения;
2 - корпус камеры;
3 - окно;
4 - вакуумный кран;
5 - течь в сварном соединении
6 - резиновые уплотнения
4.4.3.3. Контроль осуществляется в последовательности:
- на контролируемый участок незамкнутой конструкции наносится пенообразующий состав;
- на контролируемый участок устанавливается вакуумная камера;
- в вакуумной камере создается давление 2,5 - 3.10 4 Па (180 - 200 мм рт. ст.);
- время с момента нанесения состава до момента осмотра не должно превышать 10 мин;
- визуальный осмотр контролируемого участка осуществляется через прозрачный верх камеры.
Примечание . В случае применения при контроле полимерного состава картина дефектов сохраняется в течение суток.
4.5. Контроль герметичности манометрическим методом (по падению давления)
4.5.1. Для осуществления контроля манометрическим методом изделие заполняют пробным газом под давлением выше атмосферного и выдерживают в течение определенного времени.
4.5.2. Давление и время опрессовки устанавливаются техническими условиями на изделие или конструкторской (проектной) документацией.
4.5.3. Изделие считают герметичным, если падение давления пробного газа во время выдержки под давлением не превысит норм, установленных техническими условиями или конструкторской (проектной) документацией.
4.5.4. Давление газа измеряют манометрами класса точности 1,5 - 2,5 с пределом измерения на 1/3 больше давления опрессовки. На подводящей трубе должен быть установлен запорный кран для регулирования подачи газа.
4.5.5. Количественная оценка общей негерметичности проводится по формуле
где
V
- внутренний объем изделия и элементов испытательной системы, м3 ;
D
R
- изменение давления пробного газа за время опрессовки, Па;
t
- время опрессовки, с.
Трубопроводы до ввода в эксплуатацию подвергают очистке и испытанию на прочность и герметичность.
Для проведения очистки создается комиссия из представителей заказчики, ген. подрядчика, субподрядчика. Разрабатывается инструкция по проведению очистки и испытанию на прочность, в которой должно быть отражено следующее:
1. Способы, параметры и последовательность проведения работ.
2. Методы и средства выявления и устранения дефектов.
3. Требования к размерам охранной зоны.
4. Методы и средства применяемой связи.
5. Требования пожарной и технической безопасности.
Очистка внутренней полости обеспечивает на всем протяжении трубопровода установленные проектом полное проходное сечение и коэффициент гидравлического сопротивления, т.е. проектную производительность трубопровода, а также сохранение физико-химических свойств перекачиваемого продукта. Очистка проводится после укладки, закрепления и засыпки трубопровода.
Очистка трубопроводов проводится тремя способами:
1. промывка водой с применением очистных поршней или поршней-разделителей (для МН и МГ). При этом скорость движения поршня 0,4-1,2 км/ч, Р=0,2 МПа. Объем заливаемой воды перед поршнем 10-15% от объема очищаемого участка.
2. продувка воздухом с применением очистных поршней, а при необходимости и поршней-разделителей (для МГ). Скорость несколько десятков км/ч, Р=0,8-1,2 МПа.
3. продувка воздухом без очистных поршней (D н <219 мм).
Для подводных трубопроводов очистка производится протаскиванием очистного устройства внутри трубы.
Испытание на прочность и герметичность проводят после завершения всех предшествующих работ. При этом трубопровод делят на участки, которые ограничивают заглушками или линейной арматурой. При испытании на прочность давление в низшей точке участка устанавливается равным давлению при заводском испытании труб, а в верхней точке зависит от категории участка: В, I – 1,25 Р раб; II, III и IV – 1,1 Р раб; для подводных переходов – 1.5 Р раб. Время испытания не менее 24 часов.
Испытание на герметичность проводится при рабочем давлении сразу после испытания на прочность, время не менее 12 часов. Магистральный трубопровод выдержал испытания на прочность и герметичность, если во время испытания давление не изменилось и утечек не обнаружено.
Основные факторы, влияющие на потерю герметичности трубопровода:
1 группа – факторы, связанные со снижением несущей способности трубы: заводские дефекты труб, дефекты сварочно-монтажных работ, нарушение изоляции трубопровода;
2 группа – факторы, связанные с увеличением внешних нагрузок на трубу: повышение внутреннего давления, гидроудары, появление продольных усилий из-за температурных воздействий, дополнительные изгибы трубопровода.
После окончания проверки на герметичность из трубопровода должна быть полностью удалена вода при помощи одного поршня-разделителя, перемещаемым под давлением транспортируемого продукта. При отсутствии продукта к моменту окончания испытания удаление воды производится двумя поршнями-разделителями, перемещаемыми под давлением сжатого воздуха.