Промывка труб кислотой со скидками. Продувка
Промывка трубопроводов должна выполняться после окончания их монтажа, испытаний на прочность и герметичность при наличии указаний в технических требованиях монтажных чертежей.
Промывка систем трубопроводов должна приниматься представителем технического контроля.
Методы контроля и правила приёмки.
Контроль качества изготовления труб.
При изготовлении труб подлежат контролю следующие параметры трубопроводов:
Температурные режимы при термической обработке и нагреве труб;
Качество погибов – волнистость, овальность и утонение стенки;
Геометрические размеры при изготовлении труб по эскизам и рабочим чертежам;
Качество обработки отверстий в трубах сопрягаемых поверхностей ответвительных деталей – отростков, штуцеров и приварышей;
Размеры отверстий и сопрягаемых деталей под сварку;
Качество подготовки концов труб под сварку в части соответствия размеров сопрягаемых поверхностей труб и деталей соединений требованиям отраслевых стандартов;
Размеры и качество поверхности концов труб после обработки (калибрования, обжатия, раздачи, отбортовки, зигования, нарезания резьбы, зачистки под сварку, вальцевания и механической обработки после сварки);
Качество испытательной среды, величина пробного давления, время выдержки, герметичность сварных швов и погибов при гидравлических испытаниях на прочность;
Состояние наружной и доступной для осмотра внутренней поверхности труб после гибки, пригонки, сборки, обработки, сварки и гидравлического испытания.
3.2. Гидравлические испытания труб.
3.2.1. Гидравлические испытания труб на прочность в цехе
После приёмки представителем технического контроля трубы должны подвергаться в цехе гидравлическому испытанию на прочность при давлении, указанном в монтажных чертежах.
Трубы забортной воды с соединениями под сварку встык должны подвергаться гидравлическому испытанию до отрезки припусков, после приварки к ним заглушек. Приварные заглушки должны быть изготовлены с учётом их многократного применения. Конструкция заглушек должна обеспечивать возможность удаления воздуха из испытуемой трубы.
Сварные швы соединений фасонных частей (тройники, угольники, переходники), а также концевой и ответвительной арматуры с трубой, если их свободные концы не имеют припуска для приварки заглушек и обработаны под сварку встык допускается не испытывать в составе трубного узла, а испытывать в составе системы, как монтажные стыки.
При заполнении труб водой необходимо удалять воздух из их верхней части через спускную пробку на заглушке или путём ослабления крепления последней. При испытании труб с фланцами, приваренными внахлёст, внутренний диаметр прокладки должен превышать наружный диаметр трубы.
Гидравлические испытания труб должны производиться в соответствии с требованиями ГОСТ 22161 на специально оборудованных стендах, конструкция которых должна обеспечивать:
Быстрое и надёжное присоединение и крепление испытываемых труб к стенду при любой конструкции их разъёмных соединений;
Возможность одновременного подсоединения к стенду и испытаний нескольких труб;
Быстрое заполнение испытываемых труб водой и плавное поднятие пробного давления в них до необходимой величины.
Испытания труб со штуцерными соединениями следует производить групповым методом, когда трубы одного диаметра, испытываемые одинаковым давлением, соединяются в плеть с помощью промежуточных соединений. Стенды должны быть оснащены манометрами по ГОСТ 2405 класса точности шкалы 2,5. Манометры должны быть выбраны с таким расчётом, чтобы показания величин пробных давлений находились в пределах второй трети шкалы.
Испытания труб на прочность следует выполнять в соответствии с требованиями действующей документации;
Сборочные единицы труб и арматуры при условии одинакового допускаемого испытательного давления на прочность для всех звеньев могут испытываться на прочность в сборе без предварительного испытания труб на прочность. При этом запорная арматура должна находиться в открытом положении.
Трубы считаются выдержавшими гидравлические испытания при отсутствии течи или видимых капель. Наружная поверхность труб перед осмотром должна быть насухо протёрта от случайно попавшей влаги. При обнаружении течи должна выполняться зачистка и подварка дефектных мест. После устранения дефектов должно быть проведено повторное гидравлическое испытание труб.
Испытания трубопроводов систем на прочность и герметичность (плотность) на судне.
Трубопроводы систем в целом или их части, принятые представителем технического контроля по внешнему виду, расположению и качеству сборки соединений, должны быть испытаны на прочность (при наличии монтажных сварных стыков) и герметичность гидравлическим давлением согласно техническим требованиям чертежей и таблиц испытаний, разрабатываемых проектантом.
Трубопроводы систем испытываются на герметичность совместно с механизмами и аппаратами, приборами и прочим оборудованием. В необходимых случаях на чертеже перечисляют оборудование, механизмы и арматуру, подлежащую отключению при испытании. Герметичность отключаемых соединений после их сборки проверяют в действии.
Заполнение трубопроводов систем жидкой испытательной средой следует производить в соответствии с требованиями действующей документации.
Трубы, соединяющие запорные клапаны с цистернами, должны быть отключены от трубопровода и испытаны давлением, назначенным для цистерн.
Монтажные сварные соединения должны быть проверены на прочность испытательным давлением, величина которого не должна превышать испытательного давления на прочность арматуры и оборудования, сваренных с трубами. При наличии в трубопроводе монтажных сварных и разъёмных соединений сварные – испытываются по участкам на прочность, трубопровод в целом – на герметичность.
Испытание на прочность и время выдержки трубопровода под давлением должны соответствовать требованиям действующей документации.
Время выдержки трубопровода под давлением при испытании его на герметичность должно быть достаточным для осмотра всех соединений, но не менее 10 минут. Просачивание воды при этом не допускается.
Негерметичность разъёмных соединений должна быть устранена при снятом гидравлическом давлении. Трубопровод с исправленными сварными швами и подтянутыми соединениями должен быть испытан повторно.
Результаты испытаний сварных швов на герметичность должны быть оформлены с занесением в журнал пооперационного контроля.
При проведении гидравлических испытаний трубопроводов на прочность и герметичность на судне должны применяться манометры класса точности не ниже 2,5 по ГОСТ 2405.
Трубопровод считается выдержавшим гидравлические испытания, если при контроле сварных и разъёмных соединений не установлено:
Разрывов;
Запотеваний;
Нарушения герметичности соединений;
Видимых остаточных деформаций.
Контроль качества монтажа трубопроводов.
В процессе сборки деталей и монтажа трубопроводов представитель технического контроля должен проверять:
Состояние технологической изоляции на трубах;
Качество установки опор и подвесок;
Марка материала стыкуемых деталей по сертификатам и маркировке;
Геометрические размеры и чистоту поверхности кромок стыкуемых деталей и подкладных колец;
Качество сборки разъёмных и стыковых соединений (установка прокладок, затяжка болтов, качество прихваток).
Качество сборки соединений смонтированных трубопроводов проверяется внешним осмотром. Контролю разборкой подлежит до 2% предъявляемого объёма, но не менее одного соединения. Обнаруженные дефекты должны быть устранены до испытания трубопровода на герметичность.
Надежность приварки подвесок проверяется на выбор осмотром качества выполнения сварных швов в соответствии с требованиями чертежа.
Контроль герметичности разъёмных соединений трубопроводов, в качестве испытательной среды для которых применен воздух, осуществляется:
для участков систем давлением до 0,6 МПа методом обмазки мыльной эмульсией или эмульсионно–плёночным течеискателем.
Качество выполнения прихваток, сварочные материалы и сам процесс сварки должны быть подвергнуты контролю в соответствии с требованиями отраслевой документации на сварку и контроль качества сварных швов трубопроводов из соответствующего материала.
Окончательный монтаж систем должен приниматься представителем технического контроля и представителем заказчика с оформлением соответствующей построечной квитанции или извещения.
1. Введение.
2. Испытания смонтированного оборудования трубопроводов:
2.1. Подготовка к испытаниям и приёмка смонтированных трубопроводов.
2.2 Гидравлическое испытание стальных трубопроводов.
2.3 Пневматическое испытание трубопроводов.
2.4. Промывка и продувка трубопроводов.
2.5. Приёмно-сдаточная производственная документация.
3. Методы неразрушающего контроля качества сварных соединений.
4. Охрана труда при изготовлении и монтаже трубопроводов:
4.1. Сварочные работы и термическая резка.
4.2. Монтаж и испытание трубопроводов.
6. Литература.
Введение.
Изготовление и монтаж технологических трубопроводов в настоящее время имеет огромное значение в промышленности. Такого рода работы имеют место при строительстве предприятий нефтяной, химической, пищевой, металлургической промышленности, а также объектов по производству минеральных удобрений.
В общем объёме монтажных работ стоимость монтажа технологических трубопроводов достигает 65% при строительстве предприятий нефтяной и нефтехимической промышленности, 40% м – химической и пищевой, 25% – металлургической.
Технологические трубопроводы работают в разнообразных условиях, находятся под воздействием значительных давлений и высоких температур, подвергаются коррозии и претерпевают периодические охлаждения и нагревы. Их конструкция в связи с расширением единичной мощности строящихся объектов год от года делается всё более сложной за счёт увеличения рабочих параметров транспортируемого вещества и роста диаметров трубопроводов.
Для сооружения технологических трубопроводов, особенно в химической и пищевой промышленности, всё шире начали использовать полимерные материалы. Увеличение объёмов и области применения указанных труб объясняется их высокой коррозионной стойкостью, меньшей массой, технологичностью обработки и сварки, низкой теплопроводностью и, как следствие, меньшими затратами на теплоизоляцию.
Всё это требует от монтажников более глубоких знаний, чёткого соблюдения требований применения разнообразных материалов, выполнения правил и специальных технологических требований по изготовлению и монтажу трубопроводов.
В последние годы в широких масштабах внедряются индустриальные методы производства трубопроводных работ, что обеспечивает на 40% повышение производительности труда и в 3-4 раза снижает объём работ, выполняемых непосредственно на монтажной площадке, при этом сроки монтажа трубопроводов сокращаются в три раза. Сущность индустриализации трубопроводных работ заключается в перенесении всех трубозаготовительных работ в заводские условия, имея в виду превратить строительное производство в комплексно-механизированный процесс монтажа объектов из готовых узлов и блоков заводского изготовления.
Испытания смонтированного оборудования трубопроводов.
Подготовка к испытаниям и приёмка смонтированных трубопроводов.
Технологические трубопроводы сдают в эксплуатацию, как правило, одновременно с технологическим оборудованием, к которым они относятся после окончания работ по их монтажу. Исключением могут служить межцеховые трубопроводы, обслуживающие несколько объектов или установок, которые сдают в эксплуатацию самостоятельно по окончании всех относящихся к ним монтажных работ. Окончанием работ по монтажу трубопроводов и оборудования следует считать завершение индивидуальных испытаний и подписания рабочей комиссией акта их приёмки. Порядок и сроки проведения индивидуальных испытаний и обеспечивающих их пусконаладочных работ должны быть установлены графиками, согласованными монтажной и пусконаладочной организациями, генподрядчиком, заказчиком и другими организациями, участвующими в выполнении строительно-монтажных работ.
К индивидуальным испытаниям трубопроводов относят их испытание на прочность и герметичность. Трубопроводы, транспортирующие горючие, токсичные и сжиженные газы, подвергают также (в период пусконаладочных работ) дополнительным испытаниям на плотность с определением падения давления во время испытания. При испытании на прочность в трубопроводе создают рабочее давление, при котором производят осмотр и обстукивание с целью выявления неплотности системы в виде сквозных трещин, отверстий и т. д. При испытании на плотность в трубопроводе создают рабочее давление, которое выдерживают не менее 12ч. При этом по манометру определяют величину падения давления за время испытания, по которой судят о плотности системы. Этот вид испытания позволяет выявить мельчайшие неплотности трубопровода.
При испытаниях на прочность и герметичность давление измеряют двумя манометрами, один из которых контрольный. Манометры должны иметь класс точности не ниже 1,5 (ГОСТ 8625-77Е), диаметр корпуса не менее 150мм и шкалу на номинальное давление около ¾ измеряемого давления. Цена деления шкалы термометров, применяемых при пневматическом испытании, должна быть не более 0,1 о С.
При подготовке к испытанию разрабатывают схему трубопровода, на которой указывают места подключения временных трубопроводов для подачи воды или воздуха, установки опрессовочных агрегатов, врезки спускных линий, установки воздушников и временных заглушек, а также определяют порядок и последовательность заполнения трубопроводов и их опорожнения. Испытываемый трубопровод отключают от оборудования и неиспытываемых участков трубопроводов инвентарными заглушками, а в отдельных случаях применяют приварные заглушки и днища. Использование для этой цели установленной на трубопроводе запорной арматуры не допускается. Для герметизации гладких концов испытываемых трубопроводов применяют инвентарные заглушки. Для испытаний трубопроводов с D у =80…700мм на давление до 2,5 Мпа и спользуют инвентарныю заглушку с круглым резиновым кольцом. При завинчивании гаек диски подтягиваются один к другому и своими конусами разжимают манжету, которая плотно прилегает к стенке трубы, обеспечивая полную герметичность. Воду подают через штуцер. Для предохранения от выдавливания заглушек из труб устанавливают 3-4 (в зависимости от диаметра трубы) упорные струбцины. Для испытания трубопроводов с D у =100…1000мм на давление до 2,5 МПа применяют инвентарные заглушки с конусным или резиновым кольцом. Их отличительная особенность состоит в наличии разрезной цанги, которая упирается в стенки трубы и предотвращает выдавливание заглушки под действием внутреннего давления жидкости. Для герметизации концов трубопроводов с фланцами применяют винтовые и межфланцевые заглушки.
Испытанию следуют по возможности подвергать всю линию трубопровода. Разделение (в случае необходимости) трубопроводов на участки производит монтажная организация, если отсутствуют соответствующие указания в рабочей документации. Перед испытанием трубопроводов производят проверку законченности всех монтажных работ, выполненных в соответствии с проектом, а также готовности к проведению испытаний, при этом проверяют:
· правильность выполнения всех монтажных работ и их соответствие проекту, включая термообработку и контроль качества сварки;
· соответствие заданных уклонов трубопроводов и типов установленной арматуры;
· правильность монтажа арматуры и дистанционных приводов к ней, легкость открывания и закрывания арматуры;
· законченность и правильность расположения и установки дренажей, воздушников, сливных линий, штуцеров и диафрагм;
· отсутствие защемления трубопроводов в опорах и строительных конструкциях, перекрытиях и стенах;
· наличие и соответствие проекту расстояний между параллельно проложенными трубопроводами, между трубопроводами и строительными конструкциями;
· наличие контрольно-измерительных приборов и автоматики;
· наличие площадок и лестниц для обслуживания арматуры, расположенной в труднодоступных местах;
· соответствие проекту типов опор и подвесок, мест их расположения и правильность их установки и закрепления;
· комплектность и правильность оформления монтажной механической документации.
Проверка производится представителями монтажной организации и заказчика. После устранения выявленных недоделок монтажная организация должна получить от заказчика письменное разрешение на проведение испытаний трубопровода.
Трубопроводы пара горячей воды (трубопроводы 1-й категории с D у > 70мм, а также 2-й и 3-й категории с D у > 100мм) до пуска их в эксплуатацию подлежат техническому освидетельствованию, которое заключается в проверке монтажной технической документации, наружном осмотре и проведении гидравлического испытания. Техническое освидетельствование проводится инспектором местного органа Госгортехнадзора.
Испытания трубопроводов на прочность и герметичность обычно производят гидравлическим или пневматическим способом, а испытание на плотность – только пневматическим. Пневматический способ допускают в следующих случаях: когда опорные конструкции или газопровод не рассчитаны на заполнение его водой; если температура воздуха отрицательная и отсутствуют средства, предотвращающие замораживание системы. Пневматические испытания на прочность не допускаются для трубопроводов, расположенных в действующих цехах; расположенных на эстакадах, в каналах и лотках рядом с действующими трубопроводами; при давлении более 0,4 МПа, если на трубопроводе установлена арматура из серого чугуна.
Вид и способы испытаний, продолжительность и оценку результатов испытаний принимают в соответствии с рабочей документацией. При отсутствии этих указаний способ испытаний (гидравлический или пневматический) выбирает монтажная организация и согласовывает с заказчиком, а вид и значения испытательных давлений принимают в соответствии с правилами Гостехнадзора (табл.1).
Смонтированные трубопроводы, как правило, испытывают до их изоляции. Разрешается проводить испытания трубопроводов из бесшовных труб или заранее изготовленных и испытанных блоков независимо от вида труб с нанесенной тепловой или антикоррозионной изоляцией при условии, что сварные монтажные стыки и фланцевые соединения оставляют неизолированными и доступными для осмотра. Трубопроводы пара и горячей воды испытывают с нанесенной изоляцией (кроме сварных и фланцевых стыков) после получения разрешения местного органа Госгортехнадзора. В случае выявления в процессе испытания трубопроводов дефектов, допущенных при производстве монтажных работ, испытание должно быть повторено после устранения дефектов.
Табл.1.
Испытательные давления для стальных трубопроводов общего назначения.
* Трубопроводы для пара и горячей воды подвергают только гидравлическим испытаниям.
Гидравлическое испытание стальных трубопроводов.
Гидравлическое испытание трубопроводов, как правило, проводят одновременно на прочность и герметичность при положительной температуре окружающего воздуха, обычно не ниже 5 о С.
Процесс гидравлического испытания трубопровода состоит из следующих операций:
· заполнение трубопровода водой, при этом все воздушники держат открытыми до появления в них воды, что свидетельствует о полном вытеснении воздуха из трубопроводов;
· осмотр трубопровода при заполнении водой с целью выявления течи через трещины и неплотности в соединениях;
· спуск воды и устранение выявленных дефектов;
· вторичное заполнение трубопровода водой и постепенный подъем давления до рабочего, предусмотренного рабочей документацией и повторный осмотр трубопровода;
· подъем давления до испытательного и выдержка при этом давлении в течение 5 мин (испытание на прочность);
· снижение давления до рабочего и окончательный осмотр трубопровода с легким обстукиванием сварных швов на расстоянии 15…20мм по обе стороны шва молотком массой не более 1,5кг (испытание на герметичность).
Время проведения испытания на герметичность при отсутствии указаний в рабочей документации должно определяться продолжительностью осмотра трубопровода. Трубопровод считается выдержавшим гидравлическое испытание на прочность и герметичность, если во время испытаний не произошло падения давления по манометру и не обнаружено течи и запотевания в сварных швах, фланцевых соединениях, на корпусах и сальниках арматуры, на поверхности труб и деталей трубопроводов, нет признаков разрывов и видимых остаточных деформаций. Дефекты устраняют только после снижения давления в трубопроводе до атмосферного. Обнаруженные дефекты сварных швов подчеканкой исправлять не допускается. Все участки сварных швов, подвергавшиеся исправлению, проверяют радиографическими методами контроля. Трубы и детали с дефектными продольными швами заменяют новыми. При обнаружении течи в разъемных фланцевых соединениях их разбирают, определяют причину течи и устраняют ее.
После устранения дефектов (повреждений или неплотностей), обнаруженных во время окончательного осмотра трубопровода, испытания повторяются, включая этап подъема давления до испытательного на прочность, выдержку под ним, снижение до рабочего, повторный осмотр. По окончании испытания воздушники должны быть обязательно открыты, и трубопровод полностью освобожден от воды.
Для создания испытательного давления в трубопроводе применяют наполнительно-опрессовочные насосы (табл.2), используют действующую водопроводную сеть или эксплуатационные насосы. При испытании в летний период нельзя оставлять трубопровод длительное время заполненным водой, так как от нагрева солнечными лучами или окружающим воздухом давление в трубопроводе может повышаться. В осенне-зимний период, а при соответствующих технических требованиях и в другие времена года трубопроводы после их испытания и опорожнения должны быть продуты воздухом.
Табл.2.
Технические характеристики насосов для гидравлического испытания трубопроводов.
Примечание: В
числителе даны характеристики при низком давлении, в знаменателе – при высоком.
При необходимости проведения испытания трубопровода при отрицательных температурах окружающего воздуха должны быть приняты меры против замерзания воды в трубопроводе, обеспечивающие надежное освобождение его от воды, а именно:
· предварительный прогрев трубопровода паром или прокачиванием горячей воды и испытание его горячей водой с температурой не выше 60 о С (все дренажные штуцеры и спускные линии должны быть при этом утеплены);
· испытание трубопровода с применением водных растворов, имеющих температуру замерзания ниже 0 о С, например раствора хлористого кальция, с последующей промывкой трубопровода горячей водой и продувкой воздухом.
Температура
замерзания раствора хлористого кальция:
Испытывать трубопровод с применением раствора хлористого кальция следует ограниченными участками при Dу трубопровода до 100мм– не более 1000м, при D у < 250мм – не более 250м, и при D у > 300мм и более – 150м. Использованный раствор хлористого кальция собирают в специальную ёмкость. Объем воды или растворов, необходимых для проведения гидравлических испытаний трубопроводов наиболее часто применяемых наружных диаметров и толщины стенок труб, приведены в табл.3.
Табл.3. Объём
воды в 1м трубы, л.
Пневматическое
испытание трубопроводов.
Пневматическое
испытание трубопроводов проводят для проверки их прочности. Испытание на
плотность с определением падения давления производят только после
предварительного их испытания на прочность любым способом. При пневматическом
испытании на прочность предельное давление и длина испытываемого участка
трубопровода при наземной прокладке не должна превышать величин, указанных в следующей
таблице:
В исключительных случаях можно проводить пневматическое испытание трубопроводов на прочность с отступлением от приведенных в таблице данных. При этом испытание необходимо проводить в соответствии со специально разработанной инструкцией, обеспечивающей надлежащую безопасность работ.
Пневматическое испытание производят воздухом или инертным газом, для чего используют компрессоры или воздухогазонадувки. Если испытательное давление превышает давление воздуха или газа в действующей сети, можно заполнять испытываемый трубопровод от действующей сети, а подъем давления до требуемого производить от передвижного компрессора. В процессе заполнения трубопровода воздухом или инертным газом и подъема давления необходимо постоянно наблюдать за испытываемым трубопроводом. Утечки обнаруживают по звуку. При обнаружении значительных утечек во фланцевых соединениях или сальниках арматуры испытание прекращают, снижают до атмосферного и устраняют обнаруженные дефекты. Обстукивание молотком трубопроводов, находящихся под давлением, при пневматическом испытании не допускается.
До начала пневматических испытаний должна быть разработана инструкция по безопасному ведению испытательных работ в конкретных условиях, с которой должны быть ознакомлены все участники испытания.
При пневматическом испытании давление в трубопроводе поднимают постепенно с осмотром на следующих ступенях: при достижении 60% испытательного давления – для трубопроводов, эксплуатируемых при рабочем давлении до 0,2МПа, и при достижении 30 и 60% испытательного давления – для трубопроводов, эксплуатируемых при рабочем давлении 0,2МПа и свыше. На время осмотра подъем давления прекращается. Испытательное давление выдерживают в течение 5мин, после чего его снижают до рабочего и окончательно осматривают трубопровод, при этом не допускается увеличения давления. Если пневматическому испытанию предшествовало гидравлическое, трубопровод следует продуть воздухом для удаления оставшейся воды.
При испытании выявляют дефекты обмазкой соединений трубопровода мыльным раствором (40г мыла или мыльного порошка на 2л воды); чтобы раствор не высыхал, в него добавляют несколько капель глицерина. Сварные стыки и разъемные соединения обмазывают с помощью кисти, а в недоступных местах – с помощью краскораспылителя и следят за появлением пузырей. За соединениями, недоступными для визуального осмотра, наблюдают через небольшие зеркала. При испытании трубопроводов в зимнее время при температуре окружающего воздуха до –25 о С мыльные растворы следует приготовлять на незамерзающих растворителях (460г глицерина, 515г воды и 35г мыла). Результаты пневматического испытания считаются удовлетворительными, если за время испытания в сварных швах, фланцевых соединениях и сальниках не обнаружено утечек и пропусков.
Трубопроводы, по которым транспортируют сильнодействующие ядовитые вещества и другие продукты с токсическими свойствами (сжиженные нефтяные газы, горючие и активные газы, а также легковоспламеняющиеся и горючие жидкости, транспортируемые при температурах, превышающих температуру их кипения), как правило, подвергают дополнительному испытанию на плотность, определяя падение давления за время испытания (об этом делается указание в проекте). Пневматическое испытание внутрицеховых трубопроводов с определением падения давления производят в процессе комплексного опробования объекта совместно с оборудованием после завершения всех монтажных работ (испытаний на прочность и герметичность, промывки, продувки, установки измерительных диафрагм). Межцеховые трубопроводы подвергают дополнительному испытанию на плотность отдельного оборудования. Длительность дополнительного испытания на плотность с определением падения давления за время испытания принимается не менее 12ч. Утечка воздуха (газа) в трубопроводе за это время:
100 (1 – P кон Т нач /P нач Т кон)
Где Р - утечка за 1ч,%; Р нач и Р кон – сумма манометрического и барометрического давления соответственно в начале и конце испытания, МПа; Т нач и Т кон – абсолютная температура воздуха (газа) соответственно в начале и конце испытания, о С; n – продолжительность испытания трубопровода, ч.
Трубопровод признают выдержавшим дополнительное испытание на плотность, если процент падения давления (от испытательного) составляет: для трубопроводов внутрицеховых, транспортирующих токсичные продукты, не более 0,05%, а межцеховых с D у < 250мм – не более 0,1%; для трубопроводов внутрицеховых, транспортирующих взрывоопасные, легковоспламеняющиеся, горючие и сжиженные газы – не более 0,1%, а межцеховые с D у 250мм – не более 0,2%. При испытании межцеховых трубопроводов с D у > 250мм нормы падения давления определяют умножением приведенных выше цифр на коэффициент К=250/D в (D в – внутренний диаметр трубопровода, мм).
Если испытываемый трубопровод состоит из участков труб различных диаметров, средний внутренний диаметр трубопровода определяют по формуле:
D 2 в1 L 1 + D 2 в2 L 2 +…+ D 2 в n L n
D в 1 L 1 + D в 2 L 2 +…+ D в n L n
где D в1 , D в2 , Dвn – внутренние диаметры участка трубопровода, мм;L 1 , L 2 ,…,Ln –длины соответствующих участков трубопровода, мм.
Давление во время испытания на плотность замеряют после выравнивания температур внутри трубопровода, для чего в начале и конце испытываемого участка устанавливают термометры. При пневматических испытаниях трубопроводов с определением падения давления применяют пружинные манометры с диаметром корпуса не менее 160мм, классом точности 0,5 или 1, предназначенные для работы в эксплуатационных условиях при температуре окружающей среды от –50 до 60 о С, а при испытательных давлениях ниже 0,1МПа – ртутные или водяные манометры. При наблюдении за изменением барометрического давления используют данные метеорологических станций или показания барометров.
Во время проведения пневматических испытаний на прочность как внутри помещения, так и снаружи, необходимо ограничить охраняемую зону и отметить ее флажками. Минимальное расстояние от испытываемого трубопровода до границы зоны в любом направлении должно составлять при надземной прокладке 25, а при подземной 10м. Для наблюдения за охраняемой зоной устанавливают контрольные посты. Во время подъема давления в трубопроводе и при испытании его на прочность должно быть исключено пребывание людей в охраняемой зоне. Компрессор, используемый при проведении испытаний, должен находиться вне охраняемой зоны. Подводящую линию от компрессора к испытываемому трубопроводу предварительно проверяют гидравлическим способом на прочность. Осмотр трубопровода разрешается лишь после того, как испытательное давление снижено до рабочего.
Промывка и продувка трубопроводов.
Промывку или продувку трубопроводов производят по окончании монтажа и испытания трубопроводов с целью очистки внутренней поверхности от механических загрязнений или удаления влаги и выполняют обычно в период пусконаладочных работ. Эти операции производят согласно разработанным схемам, предусматривающим их технологическую последовательность. О выполнении промывки и продувки составляются акты.
Промываемый или продуваемый трубопровод должен быть отделен от других трубопроводов заглушками. Промывать трубопроводы следует достаточно интенсивно, обеспечивая скорость воды в трубопроводе 1…1,5м/с, до появления чистой воды из выходного патрубка или устройства, диаметр которых должен быть не менее 50% сечения промываемого трубопровода. Во время промывки все запорные органы на трубопроводах полностью открывают, а регулирующие и обратные клапаны вынимают.
На всасывающем патрубке трубопровода устанавливают временный фильтр или конусную сетку с размерами ячейки или диаметром отверстий 4мм. Размеры конуса и число отверстий выбирают с таким расчетом, чтобы суммарная площадь отверстий (живое сечение) была в 2…3 раза больше площади поперечного сечения всасывающей трубы.
Во время промывки обстукивают такие участки трубопровода, где возможна задержка грязи (переходы, отводы и др.). Обычно промывку ведут в 3–4 этапа с перерывами. Каждый этап промывки продолжают 10…15мин. Продувают трубопроводы воздухом под давлением, равным рабочему, но не более 4МПа. Продолжительность продувки, если нет особых указаний в проекте, составляет не менее 10мин.
После окончания промывки или продувки восстанавливают проектную схему трубопровода, демонтируют временный промывочный трубопровод, осматривают и очищают арматуру, установленную на спускных линиях и тупиках. Монтажные шайбы, временно установленные в контрольно-измерительных приборах, вынимают и заменяют их диафрагмами.
Приемно-сдаточная
производственная документация.
Приемно-сдаточную производственную документацию по монтажу технологических трубопроводов оформляют и комплектуют по линиям. Производственная документация на трубопроводы пара и горячей воды должна соответствовать правилам и нормам Госпроматомнадзора.
При сдаче в эксплуатацию технологических трубопроводов на Р у до 10МПа монтажная организация должна передать рабочей комиссии следующую производственную документацию: акт освидетельствования скрытых работ при монтаже трубопроводов (укладку футляров, очистку внутренней поверхности, предварительную растяжку компенсаторов, промывку и продувку и др.); журнал сварочных работ (только для трубопроводов I и II категории); список сварщиков и термистов; журнал учета и проверки качества контрольных стыков (только для трубопроводов I и II категории); журнал термической обработки; исполнительные чертежи трубопроводов (только для трубопроводов I категории). В качестве исполнительных чертежей трубопроводов должны, как правило, использоваться аксонометрические (деталировочные) чертежи этих трубопроводов с внесением в них фактических данных и подписанных ответственным представителем монтажной организации.
При производстве трубопроводных работ монтажная организация совместно с другими участниками строительства при необходимости составляет и оформляет оперативную документацию, в которую входят: журнал учета качества сварочных материалов и защитных газов для сварки трубопроводов; протокол проверки внешним осмотром и измерением размеров сварных соединений; протокол вырезки производственных сварных стыков; список дефектоскопистов по контролю качества сварных соединений, протокол механических испытаний и металлографических исследований образцов сварных соединений; заключение о результатах и журнал радиографического, ультразвукового контроля и цветной дефектоскопии.
Для регистрации трубопровода пара и горячей воды монтажная организация представляет в местные органы Госгортехнадзора: паспорт трубопровода, содержащий данные о его характеристике, рабочих параметрах, результатах освидетельствования и др.; свидетельство о качестве изготовления узлов трубопроводов; свидетельство о качестве монтажа трубопроводов; аксонометрическую схему трубопровода.
Свидетельство о качестве изготовления узлов и монтажа трубопроводов содержит: сертификаты на металл труб и всех деталей трубопроводов; паспорта арматуры; сертификаты на применяющиеся при монтаже электроды; удостоверения и данные о результатах проверки электросварщиков; денные о результатах испытаний пробных образцов сварных стыков; журнал термообработки сварных стыков из легированной стали; протокол испытания сварных стыков неразрушающими методами контроля; журнал измерений диаметров паропровода для наблюдения за ползучестью металла; журнал фиксации оси трубопровода; журнал исходных измерений положения паропровода по реперам термического перемещения.
На аксонометрической схеме трубопровода, в качестве которой обычно используют исполнительные деталировочные чертежи линий трубопроводов, должны быть указаны: диаметр и толщина стенки труб; расположение опор и подвесок, сварных стыков с указанием клейм сварщиков, выполняющих эти стыки; расположение арматуры, спускных продувочных и дренажных устройств; нумерация точек для наблюдения за ползучестью. Разрешение на пуск в эксплуатацию вновь смонтированных трубопроводов, подлежащих освидетельствованию и регистрации местными органами Госпроматомнадзора, выдается инженером-контролером Госпроматомнадзора на основании акта приемки трубопровода заказчиком и произведенного им технического освидетельствования.
Методы
неразрушающего контроля качества сварных соединений.
Рентгеновский контроль. Рентгеновские лучи обладают свойством проникать через непрозрачные тела. Пронизывая сварной шов и встречая на своём пути дефекты, они изменяют интенсивность, что фиксируется на рентгеновской плёнке.
Для просвечивания сварных швов применяют рентгеновские аппараты типа РУП. Так, аппарат РУП-120-5-1 используют для просвечивания сварных соединений из стали толщиной до 25мм и лёгких сплавов толщиной до 100мм.
При контроле источник излучения (рентгеновскую трубку) помещают на определенном расстоянии от шва. С противоположной стороны шва размещают кассету с рентгеновской пленкой и усиливающими экранами.
При просвечивании пленку выдерживают под лучами определенное время, называемое экспозицией. Она зависит от толщины металла, фокусного расстояния, интенсивности излучения и чувствительности пленки. Усиливающие экраны служат для уменьшения экспозиции.
Затем пленку вынимают из кассеты и проявляют. На полученном изображении участка шва степень потемнения отдельных мест будет неодинаковой. Лучи, попавшие на пленку через дефект, поглотятся в меньшей степени по сравнению с лучами, прошедшими через плотный металл, поэтому сварочный дефект на пленке будет выглядеть как более темное место.
При просвечивании рядом со швом, со стороны источника излучения, устанавливают дефектометр, который служит для определения величины дефекта и глубины его нахождения в шве. Дефектометр – это пластинка, изготовленная из того же материала, что и просвечиваемый металл. Толщина пластинки должна быть равна усилению шва. На дефектометре имеются канавки различной глубины. По рентгенограмме величину дефекта (по высоте) определяют, сравнивая его потемнение с потемнением канавок дефектометра.
С помощью рентгеновского контроля можно обнаружить большинство внутренних дефектов: непроваров, пор, включений, трещин.
Гамма-контроль. Гамма-лучи, так же как и рентгеновские, представляют собой электромагнитные волны. Некоторые элементы (уран и др.) обладают свойствами самопроизвольно испускать лучи. Это явление называется радиоактивностью.
Для просвечивания применяют искусственные радиоактивные изотопы кобальт-60, тулий-170, иридий-192 и др. Из-за вредного действия гамма-лучей на организм человека радиоактивные изотопы хранят в специальных контейнерах. Техника просвечивания сварных соединений гамма-лучами аналогична рентгеновскому контролю.
По сравнению с рентгеновским гамма-контроль имеет следующие преимущества: контейнер с радиоактивным изотопом можно установить в таких местах, где не помещается громоздкая рентгеновская установка; с помощью гамма-лучей возможен одновременный контроль нескольких деталей, а также кольцевых швов изделий; этот метод удобен в полевых условиях; затраты на гамма-просвечивание меньше, чем на просвечивание рентгеновскими лучами.
Препарат радиоактивного изотопа кобальт-60 безотказен в работе и может использоваться свыше 5 лет.
Недостаток просвечивания гамма-лучами – более низкая чувствительность к выявлению дефектов в швах толщиной меньше 50мм, чем при рентгеновском контроле.
Ультразвуковой контроль. Ультразвуковой метод контроля основан на способности ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами.
Ультразвук представляет собой упругие колебания материальной среды с частотой колебания более 20кГц. Для ультразвукового контроля сварных швов используются более высокие частоты – от 0,5 до 5 мГц.
Существует несколько способов получения ультразвуковых колебаний. Наиболее распространёнными является способ, основанный на пьезоэлектрическом эффекте некоторых кристаллов (кварца, сегнетовой соли) или искусственных материалов (титаната бария). Этот эффект заключается в том, что если на противоположные грани пластинки, вырезанной из кристалла, подавать разноименные заряды, то она будет изменять свои размеры в такт изменению знаков заряда. Изменяя знаки электрических зарядов с частотой более 20 тысяч колебаний в секунду, получают механические колебания пьезоэлектрической пластинки той же частоты, передающиеся в виде ультразвука.
Для ввода ультразвуковых колебаний в сварной шов используют приборы, которые называют пьезоэлектрическими преобразователями. Они могут также принимать ультразвуковые колебания, отражённые от дефекта сварного шва, которые фиксируются соответствующим сигналом на экране.
При помощи ультразвука можно выявить трещины, непровары, шлаковые включения, поры в сварных швах, а также расслоения в листах металла. Вместе с тем ультразвуковой контроль имеет существенный недостаток, заключающийся в очень сложной расшифровке и оценке обнаруженных дефектов. Эту работу может выполнять только оператор высокой квалификации, обладающий большим опытом.
В настоящее время созданы приборы, в которых информация об обнаруженном дефекте представляется в цифровой форме или на специальной ленте.
Магнитный контроль. Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Если сварной шов не имеет дефектов, магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
В зависимости от способа фиксирования потоков рассеяния существуют метод магнитного порошка и индукционный метод. В первом случае неравномерность поля определяют по местам скопления ферромагнитного порошка, нанесённого на поверхность изделия. Во втором случае потоки рассеяния улавливает индукционная катушка. Изделие намагничивают электромагнитом, соленоидом или пропусканием тока непосредственно через сварное соединение.
Магнитопорошковый контроль проводят двумя способами: сухим и мокрым. В первом случае магнитный порошок находится в сухом виде (сурик, железные опилки и др.), во втором – магнитный порошок находится в жидкости (керосин, вода).
Сухой способ используют для выявления дефектов в глубине и на поверхности, мокрый – преимущественно на поверхности.
Метод магнитного порошка пригоден для контроля только ферромагнитных материалов. Этим методом можно обнаружить поверхностные и внутренние трещины, а также непровары на глубине до 6мм.
Магнитографический контроль. Магнитографический способ основан на записи полей рассеивания, возникающих над дефектами, на магнитную ленту с последующим воспроизведением на магнитографическом дефектоскопе. Этим способом выявляют в сварных швах дефекты, расположенные на глубине не более 15мм.
Люминесцентная и цветная дефектоскопия. При этих способах в полость дефекта вводят флюоресцирующий раствор или ярко-красную жидкость, которую затем удаляют с поверхности. Под действием ультрафиолетовых лучей происходит свечение раствора, находящегося в полости дефекта. При цветной дефектоскопии дефекты выявляются с помощью белой проявляющейся краски (на белом фоне появляется красный рисунок, соответствующий форме дефекта).
С помощью этих методов определяют поверхностные дефекты, главным образом трещины в различных сварных соединениях, в том числе из немагнитных сталей, цветных металлов и сплавов. Для цветной дефектоскопии используют готовые комплекты ДАК-2Ц.
Охрана труда при изготовлении и монтаже трубопроводов.
Сварочные
работы и термическая резка.
При выполнении указанных работ, а также при термической обработке и контроле качества сварных стыков следует выполнять требования: ГОСТ 12.3.003-86, ГОСТ 12.3.004-75, ГОСТ 12.1.013-78, ГОСТ 12.1.004-85, ГОСТ 12.2.007.8-75; Санитарных правил при сварке, наплавке и резке металлов, утверждённых Минздравом; Правил пожарной безопасности при производстве сварочных и других огневых работ. К выполнению сварочных работ и термической резки допускают рабочих не моложе 18 лет, прошедших медицинский осмотр, специальное техническое обучение и получивших квалификационную группу по электробезопасности или удостоверение на право работы с газогенераторами, баллонами и другим оборудованием. Обслуживание электрооборудования для сварки и резки разрешается производить только электромонтёрам не ниже третьего разряда, имеющим удостоверение на право обслуживания электроустановок напряжением до 1000В.
В соответствии с ГОСТ 12.0.003-74 основными опасными и вредными производственными факторами при сварочных работах и термической резке являются: возможность поражения электрическим током; выделение мелкодисперсной пыли и вредных газов; искры и брызги расплавленного металла; интенсивность светового и ультрафиолетового излучения. В электросварочных аппаратах и источниках их питания должны быть предусмотрены и установлены надёжные ограждения элементов, находящихся под напряжением. Защитное заземление всех видов сварочного оборудования должно осуществляться в соответствии с требованиями ГОСТ 12.2.007.0-75. Каждый сварочный аппарат должен иметь отдельный заземляющий провод, подсоединяемый непосредственно к заземляющей магистрали. Запрещается использование технологического оборудования, конструкций электроустановок и контура заземления в качестве обратного провода. При отлучке с рабочего места даже на короткое время необходимо отключить оборудование от источников энергопитания. По окончании работы необходимо полностью обесточить оборудование; перекрыть вентили баллонов, газоразборных постов и воды; отключить местную вентиляцию; убрать провода, шланги и оснастку; проверить противоположную сторону металлических поверхностей на предмет отсутствия очагов пожара.
Участки огневых работ в трубозаготовительных цехах должны быть изолированы путём устройства кабин, щитов (ширм) из несгораемых материалов высотой не менее 2м, оставляя между обшивкой кабины и полом зазор не менее 50мм (при сварке в защитных газах или термической резке – 300мм). Рабочие места электросварщиков и плазморезчиков необходимо ограждать переносными щитами или ширмами высотой не менее 0,8м. При сварке на открытом воздухе такие ограждения следует устанавливать при одновременной работе нескольких сварщиков и на участках интенсивного движения людей.
Предельно допустимые концентрации аэрозолей и газов, наиболее часто встречающихся в воздухе сварочных участков, должны устанавливаться в соответствии с ГОСТ 12.1.005-88. Рабочие места сварщиков и резчиков должны оборудоваться местной вентиляцией, которая должна уносит до 75% аэрозолей, остальная их часть падает на общеобменную вентиляцию трубозаготовительного цеха. Требования к применению средств индивидуальной защиты сварщиков должны соответствовать ГОСТ 12.3.003-86, ГОСТ 12.4.011-87, ГОСТ 12.4.034-85.
Для защиты глаз и лица электросварщики и плазморезчики должны использовать щитки и маски по ГОСТ 12.4.035-78, а газосварщики, газорезчики и вспомогательные рабочие – защитные очки по ГОСТ 12.4.013-85Е. Для защиты от воздействия теплового излучения, искр и брызг расплавленного металла, контакта с нагретыми поверхностями, а также пониженных температур наружного воздуха рабочие должны быть обеспечены спецодеждой и спецобувью. При производстве сварочных работ и термической резки на высоте на деревянных настилах они должны быть защищены несгораемыми материалами. При резке должны быть приняты меры против случайного падения отрезанных элементов конструкций.
Места производства электросварочных и газопламенных работ на данном, а также на нижерасположенных ярусах должны быть освобождены от сгораемых материалов в радиусе не менее 5м, а от легковоспламеняющихся или взрывоопасных материалов и установок (в том числе газовых баллонов)– не менее 10м. Запрещается производство электросварочных работ во время дождя или снегопада при отсутствии навесов над рабочим местом. Не разрешается также выполнять огневые работы на высоте при скорости ветра более 10…12м/с, гололёде или тумане. Запрещается производить огневые работы на изделиях и деталях, покрытых краской (особенно на свинцовой основе), одновременно с малярными, изолировочными и облицовочными работами. Перед резкой, сваркой трубопроводов, в которых находились горючие жидкости или кислоты, должны быть произведены их очистка, промывка горячей водой и раствором каустической соды, просушка и последующая проверка на отсутствие опасной концентрации вредных, взрыво- и пожароопасных веществ.
При проведении контроля качества сварных соединений с помощь рентгеновских аппаратов и гамма-дефектоскопов необходимо руководствоваться требованиями: ГОСТ 12.3.023-80; Основных санитарных правил работы с радиоактивными веществами и другими источниками ионизирующих излучений; Санитарных правил по радиоизотопной дефектоскопии; Норм радиационной безопасности, утверждённых Минздравом. При проведении дефектоскопических работ следует устанавливать и маркировать радиационно-опасную зону, в пределах которой мощность дозы излучения превышает 0,3мР/ч. Граница этой зоны должна обозначаться знаками радиационной опасности. При контроле качества сварных швов ультразвуком необходимо выполнять правила по технической эксплуатации электроустановок.
Монтаж
и испытание трубопроводов.
Все работы по монтажу трубопроводов должны производиться в строгом соответствии с проектом производства работ (ППР), технологическими картами и записками, разработанными и утверждёнными в установленном порядке. ППР должен содержать конкретные указания и технические решения по всем вопросам обеспечения безопасности работ и производственной санитарии с учётом реальных условий строительства. На участке, где ведутся трубопроводные работы, должны быть созданы безопасные условия труда не только слесарей-трубопроводчиков, но и окружающих их рабочих других специальностей.
Расконсервация подлежащих монтажу трубопроводов и изделий должна производиться в предусмотренной зоне на специальных стеллажах или подкладках высотой не менее 100мм без использования пожаро- и взрывоопасных материалов. Очистку подлежащих монтажу трубопроводов от грязи, наледи следует производить до их подъёма.
Запрещается нахождение людей под монтируемыми трубопроводами до установки их в проектное положение и закрепления с обеспечением их устойчивости и геометрической неизменяемости. Запрещается вести монтаж трубопроводов на высоте в открытых местах при скорости ветра 15м/с и более, при гололедице, тумане, когда исключена видимость фронта работ. Применяемые при монтаже трубопроводов грузоподъёмные механизмы, средства малой механизации, такелажная оснастка по техническим характеристикам должны соответствовать массе конструкций трубопроводов, а их размещение не должно создавать опасности для работающих.
Трубы, арматуру, узлы и секции трубопроводов необходимо стропить так, чтобы при подъёме они были уравновешены и при присоединении их к аппаратам или другим узлам не требовалось производить перестановку. Запрещается стропить: сборочные единицы трубопроводов – за бурты, ответвления, в непосредственной близости от сварных швов; арматуру – за штурвал, шпиндель, рычаг и другие выступающие части. Во время перерывов в работе запрещается оставлять поднятые конструкции трубопроводов на весу. Расстроповку их следует производить после постоянного или временного надёжного закрепления.
Запрещается осуществлять работы по монтажу трубопроводов одновременно на нескольких этажах (ярусах), не имеющих надёжных перекрытий и расположенных по одной вертикали. При выполнении работ на высоте от 1,5м и выше без применения лесов и подмостей, а также верхолазных работ рабочие должны иметь проверенные и испытанные предохранительные пояса и специальную обувь с нескользящей подошвой. Предохранительный пояс дожжен прикрепляться с помощью карабина к надёжным и неподвижным элементам конструкций сооружений в местах, предварительно указанных лично бригадиром. Запрещается производить на монтажных лесах, подмостях, вышках гибку труб, подгибку отводов и другие подгоночные работы – они должны выполняться на устойчивых поверхностях.
При монтаже трубопроводов, особенно на высоте, необходимо пользоваться только исправным инструментом, хранящимся в специальном переносном ящике. Запрещается оставлять инструмент, материалы, спецодежду и другие предметы внутри и снаружи монтируемого трубопровода, на различных конструкциях и подмостях даже на короткое время. Запрещается сбрасывать инструмент и другие предметы с высоты.
При работах вне помещений во всех случаях, а в помещениях – в условиях повышенной опасности поражения работающих электрическим током – необходимо применять ручные электрические машины II и III классов защиты от поражения электрическим током по ГОСТ 12.2.007-75. При работе с электрическими машинами II класса необходимо применять средства индивидуальной защиты. При возможности особо опасных поражений электрическим током следует пользоваться только электрическими машинами III класса с применением диэлектрических перчаток, бот и ковриков. Ручные машины, а также понижающие трансформаторы должны подключаться только через специальные штепсельные разъёмы, имеющие контакт для присоединения заземляющего проводника.
Запрещается хождение по трубам, уложенным в траншеях и каналах. При работе в колодцах, камерах и тоннелях один из рабочих должен быть наверху для наблюдения за возможной опасностью для работающих в колодце. Перед спуском в колодцы, камеры, тоннели необходимо удостовериться в отсутствии в них вредных газов. Работа в них при повышенной температуре (до 40 о С) без устройства приточной вентиляции запрещается. При химической очистке, огрунтовке, окраске и склеивании трубопроводов следует строго соблюдать производственные инструкции и првила обращения с вредными химическими веществами. Организация и выполнение всех видов указанных работ должны быть безопасными на всех стадиях.
К испытаниям смонтированных трубопроводов разрешается приступать только после детального изучения технологической документации и только после письменного разрешения подрядчика и заказчика на основе оформленных актов технической готовности трубопроводов или их участков к испытаниям. Перед испытаниями необходимо: провести проверку состояния изоляции и заземления электрической части, наличия и исправности пусковых и тормозных устройств, контрольно-измерительных приборов и заглушек; оградить и обозначить соответствующими предупредительными знаками зону испытаний; осмотреть временные заглушки, люки и фланцевые соединения; определить места и условия безопасного пребывания лиц, занятых испытанием; привести в готовность средства пожаротушения и обслуживающий персонал. К проведению испытаний смонтированных систем трубопроводов допускаются только лица, прошедшие соответствующую подготовку и инструктаж на рабочих местах о способах удаления воздуха из системы, порядке постепенного повышения и снижения давления, недопустимости исправлений в системе, находящейся под давлением, и повышении давления против установленного проектом, о приёмах простукивания сварных швов.
Перед промывкой и продувкой трубопровода необходимо удостовериться в надёжном его закреплении на опорах, в работоспособности запорной арматуры. Пневматические испытания проводят только в соответствии с указаниями проекта или технических условий с соблюдением специальных требований по технике безопасности, связанных с опасностью разрыва системы и возможного поражения работающих. Производить осмотр трубопроводов разрешается только после снижения испытательного давления до рабочего. Устранение недоделок, обнаруженных в процессе испытаний, необходимо производить под непосредственным руководством ответственного инженерно-технического работника после отключения системы и полной остановки оборудования.
Вывод.
Я, Телушко Роман Владимирович, учащийся Минского государственного профессионально-технического училища №31, обучался навыкам по специальности «монтажник наружных трубопроводов, электрогазосварщик».
До начала индивидуальных испытаний смонтированного оборудования осуществляются пусконаладочные работы по... После вынужденного перерыва в этапе испытаний двигателя по вине стендового оборудования или...
Продувку выполняют сжатым воздухом или природным газом, поступающим из ресивера (баллона), непосредственно от источника природного газа или высокопроизводительных компрессорных установок.
Для продувки могут быть использованы также инертные газы, подводимые к трубопроводам от газовых установок промышленных предприятий. Ресивер для продувки создается на прилегающем участке трубопровода, ограниченном с обеих сторон заглушками или запорной арматурой. При заполнении ресивера воздухом передвижные компрессорные станции можно использовать по одной или объединить их в группы. В последнем случае нагнетательные трубопроводы каждого компрессора подключают к коллектору, по которому воздух подают в ресивер.
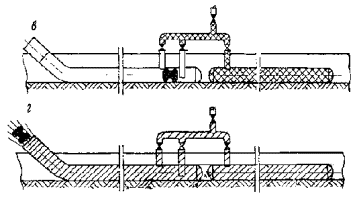
Рис. 3. Принципиальная схема продувки трубопроводов воздухом:
а - участок подготовлен к продувке плеча П; б - выпуск поршня из плеча П; в - участок подготовлен к продувке плеча I; г - выпуск поршня из плеча I; I и 5 - очистные поршни; 2 ,3 ,4 - перепускные патрубки с кранами; 6 - коллектор; 7 - подводящий патрубок; 8 - продувочный патрубок.
Принципиальная схема продувки трубопроводов сжатым воздухом приведена на рис. 3.
Узел подключения располагают в середине продуваемого участка, который разделяет его на два плеча, попеременно являющиеся ресивером и продувочным плечом.
Продувку с пропуском очистных поршней проводят в следующем порядке: закачивают воздух по патрубку 7 и коллектору 6 в плечо 1 (см. рис. 3, а), при этом должны быть закрыты краны на патрубок 3 и 4 и предварительно проверена герметичность плеча I; открывают кран на патрубке 4 и продувают плечо II (см. рис. 3, 6); отрезают продувочный патрубок 8 на конце плеча П и вместо него устанавливают заглушку (см. рис. 3,в); срезают на конце плеча 1 заглушку и устанавливают продувочный патрубок;
закачивают воздух по подводящему патрубку и перепускному патрубку 4 в плечо II, при этом краны на патрубках 2 и З необходимо закрыть и предварительно проверить герметичность плеча II; закрывают кран на подводящем патрубке 7; открывают кран на перепускных патрубках 3 и 4 и продувают плечо I (см. рис. 3, в).
Природный газ для продувки магистральных трубопроводов следует подавать от заполненного газом действующего газопровода, пересекающего или проходящего вблизи строящегося трубопровода. Продувку под давлением природного газа проводят в последовательности, приведенной на рис. 4. Отбор природного газа из действующего газопровода производится в соответствии с принципиальными схемами, приведенными на рис. 5. Если рабочее давление в действующем газопроводе превышает давление испытания строящегося трубопровода, то в линии отбора газа следует устанавливать предохранительный клапан. При отборе газа от действующих газопроводов и скважин следует проводить специальные мероприятия, обеспечивающие бесперебойную эксплуатацию этих объектов в период продувки строящихся участков: разрабатывать схемы подключения временного шлейфа, определять объем и давление газа для продувки, устанавливать время отбора газа и схему связи. Эти мероприятия должны быть согласованы с эксплуатирующими организациями и отражены в специальной (рабочей) инструкции.
Все сварочно-монтажные работы по прокладке временных шлейфов подачи газа необходимо выполнять в соответствии с нормами и правилами сооружения трубопроводов.
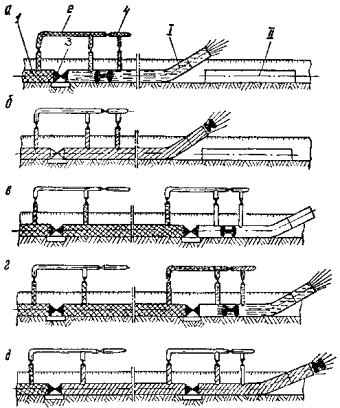
Рис. 4. Принципиальная схема продувки трубопроводов газом при подключении участка непосредственно к источнику газа:
а - вытеснение воздуха газом из участка I; б - пропуск очистного поршня по участку I; в - участок заполнен газом для продувки участка П; г - вытеснение воздуха газом из участка П; д - пропуск очистного поршня по участку П; I,П - продуваемые участки; 1 -источник газа являющийся ресивером для продувки участка I; 2 - байпас; 3 - кран; 4 - свеча
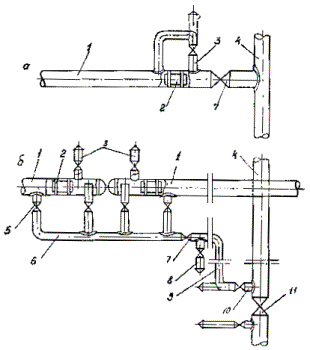
Рис. 5. Принципиальная схема подключения для отбора природного газа из действующих газопроводов:
а - непосредственно на месте проектной вырезки газопровода-отвода в действующий газопровод, б - через свечу действующего газопровода и временный шлейф, подведенный к продуваемому участку; 1 - продуваемый участок; 2 - поршень; 3 - свеча на узле запасовки поршней; 4 - действующий газопровод; 5 - кран коллектора; 6 - коллектор; 7 - кран отключающий; 8 - свеча на шлейфе; 9 - шлейф; 10 - свеча на действующем газопроводе; II - линейный кран на действующем газопроводе.
Продувку промысловых трубопроводов осуществляют под давлением сжатого воздуха или газа в соответствии с принципиальными схемами, приведенными на рис. 6. При продувке трубопроводов газом из них предварительно должен быть вытеснен воздух.
Газ для вытеснения воздуха следует подавать под давлением не более 0,2 МПа (2 кгс/см 2). Вытеснение воздуха считается законченным, когда содержание кислорода в газе, выходящем из трубопровода, составляет не более 2 %. Содержание кислорода определяют газоанализатором. Подземные и наземные трубопроводы следует продувать с пропуском очистных поршней, оборудованных очистными и герметизирующими элементами. При этом скорость движения очистных поршней не должна превышать 70 км/ч.
Для продувки с пропуском поршня давление воздуха (или газа в ресивере при соотношении объемов ресивера и продуваемого участка 1:1) определяется по табл.1.
Взамен СНиП III-30-74
Настоящие правила распространяются на строительство новых, расширение и реконструкцию действующих тепловых сетей, транспортирующих горячую воду температурой и давлением и пар температурой и давлением от источника тепловой энергии до потребителей тепла (зданий, сооружений).
1. Общие положения
1.1. При строительстве новых, расширении и реконструкции действующих тепловых сетей кроме требований рабочих чертежей, проектов производства работ (ППР) и настоящих правил следует соблюдать также требования СНиП 3.01.01-85, СНиП 3.01.03-84, СНиП III-4-80 и стандартов.
1.2. Работы по изготовлению и монтажу трубопроводов, на которые распространяются требования Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды Госгортехнадзора СССР (в дальнейшем - Правила Госгортехнадзора СССР), необходимо производить в соответствии с указанными Правилами и требованиями настоящих норм и правил.
1.3. Законченные строительством тепловые сети следует принимать в эксплуатацию в соответствии с требованиями СНиП III-3-81.
2. Земляные работы
2.1. Земляные работы и работы по устройству оснований необходимо выполнять в соответствии с требованиями СНиП III-8-76, СНиП 3.02.01-83, СН 536-81 и настоящего раздела.
2.2. Наименьшая ширина дна траншеи при бесканальной прокладке труб должна быть равной расстоянию между наружными боковыми гранями изоляции крайних трубопроводов тепловых сетей (попутного дренажа) с добавлением на каждую сторону для трубопроводов условным диаметром до 250 мм - 0,30 м, свыше 250 до 500 мм - 0,40 м, свыше 500 до 1000 мм - 0,50 м; ширину приямков в траншее для сварки и изоляции стыков труб при бесканальной прокладке трубопроводов следует принимать равной расстоянию между наружными боковыми гранями изоляции крайних трубопроводов с добавлением 0,6 м на каждую сторону, длину приямков - 1,0 м и глубину от нижней грани изоляции трубопроводов - 0,7 м, если другие требования не обоснованы рабочими чертежами.
2.3. Наименьшая ширина дна траншеи при канальной прокладке тепловых сетей должна быть равной ширине канала с учетом опалубки (на монолитных участках), гидроизоляции, попутного дренажа и водоотливных устройств, конструкции крепления траншеи с добавлением 0,2 м. При этом ширина траншеи должна быть не менее 1,0 м.
При необходимости работы людей между наружными гранями конструкции канала и стенками или откосами траншеи ширина между наружными гранями конструкции канала и стенками или откосами траншеи в свету должна быть не менее: 0,70 м - для траншей с вертикальными стенками и 0,30 м - для траншей с откосами.
2.4. Обратную засыпку траншей при бесканальной и канальной прокладке трубопроводов следует выполнять после проведения предварительных испытаний трубопроводов на прочность и герметичность, полного выполнения изоляционных и строительно-монтажных работ.
Обратную засыпку необходимо производить в указанной технологической последовательности:
подбивка пазух между трубопроводами бесканальной прокладки и основанием;
одновременная равномерная засыпка пазух между стенками траншеи и трубопроводов при бесканальной прокладке, а также между стенками траншеи и канала, камеры при канальной прокладке на высоту не менее 0,20 м над трубопроводами, каналами, камерами;
засыпка траншеи до проектных отметок.
Обратную засыпку траншей (котлованов), на которые не передаются дополнительные внешние нагрузки (кроме собственного веса грунта), а также траншей (котлованов) на участках пересечения с существующими подземными коммуникациями, улицами, дорогами, проездами, площадями и другими сооружениями населенных пунктов и промышленных площадок следует выполнять в соответствии с требованиями СНиП III-8-76.
2.5. После отключения устройств временного водопонижения каналы и камеры должны быть визуально освидетельствованы на отсутствие в них грунтовых вод.
3. Сооружения и монтаж строительных конструкций
3.1. Производство работ по сооружению и монтажу строительных конструкций следует выполнять в соответствии с требованиями настоящего раздела и требованиями:
СНиП III-15-76 - при сооружении монолитных бетонных и железобетонных конструкций фундаментов, опор под трубопроводы, камер и других конструкций, а также при замоноличивании стыков;
СНиП III-16-80 - при монтаже сборных бетонных и железобетонных конструкций;
СНиП III-18-75 - при монтаже металлических конструкций опор, пролетных строений под трубопроводы и других конструкций;
СНиП III-20-74 - при гидроизоляции каналов (камер) и других строительных конструкций (сооружений);
СНиП III-23-76 - при защите строительных конструкций от коррозии.
3.2. Наружные поверхности поставляемых на трассу элементов каналов и камер должны быть покрыты обмазочным покрытием или оклеечной гидроизоляцией в соответствии с рабочими чертежами.
Установку элементов каналов (камер) в проектное положение следует выполнять в технологической последовательности, увязанной с проектом производства работ по монтажу и предварительному испытанию трубопроводов на прочность и герметичность.
Опорные подушки под скользящие опоры трубопроводов должны устанавливаться на расстояниях, предусмотренных в СНиП II-Г.10-73* (II-36-73*).
3.3. Монолитные неподвижные щитовые опоры необходимо выполнять после монтажа трубопроводов на участке щитовой опоры.
3.4. В местах ввода трубопроводов бесканальной прокладки в каналы, камеры и здания (сооружения) футляры проходных сальников необходимо надевать на трубы во время их монтажа.
На вводах трубопроводов подземной прокладки в здания должны быть выполнены (в соответствии с рабочими чертежами) устройства, предотвращающие проникание газа в здания.
3.5. До установки верхних лотков (плит) каналы должны быть очищены от грунта, мусора и снега.
3.6. Отклонение уклонов дна канала тепловой сети и дренажных трубопроводов от проектного допускается на величину , при этом фактический уклон должен быть не менее минимально допустимого по СНиП II-Г.10-73* (II-36-73*).
Отклонение параметров установки других строительных конструкций от проектных должно соответствовать требованиям СНиП III-15-76, СНиП III-16-80 и СНиП III-18-75.
3.7. Проектом организации строительства и проектом производства работ должно быть предусмотрено опережающее строительство дренажных насосных и устройств по выпуску воды в соответствии с рабочими чертежами.
3.8. До укладки в траншею дренажные трубы должны быть осмотрены и очищены от грунта и мусора.
3.9. Послойную фильтрующую обсыпку дренажных трубопроводов (кроме трубофильтров) гравием и песком необходимо выполнять с использованием инвентарных разделительных форм.
3.10. Прямолинейность участков дренажных трубопроводов между смежными колодцами следует проверять осмотром "на свет" с помощью зеркала до и после засыпки траншеи. Отраженная в зеркале окружность трубы должна иметь правильную форму. Допустимая величина отклонения от окружности по горизонтали должна быть не более 0,25 диаметра трубы, но не более 50 мм в каждую сторону.
Отклонение от правильной формы окружности по вертикали не допускается.
4. Монтаж трубопроводов
4.1. Монтаж трубопроводов должен быть выполнен специализированными монтажными организациями, при этом технология монтажа должна обеспечивать высокую эксплуатационную надежность работы трубопроводов.
4.2. Детали, элементы трубопроводов (компенсаторы, грязевики, изолированные трубы, а также узлы трубопроводов и другие изделия) должны быть изготовлены централизованно (в заводских условиях, цехах, мастерских) в соответствии со стандартами, техническими условиями и проектной документацией.
4.3. Укладку трубопроводов в траншею, канал или на надземные конструкции следует производить по технологии, предусмотренной проектом производства работ и исключающей возникновение остаточных деформаций в трубопроводах, нарушение целостности противокоррозионного покрытия и тепловой изоляции путем применения соответствующих монтажных приспособлений, правильной расстановки одновременно работающих грузоподъемных машин и механизмов.
Конструкция крепления монтажных приспособлений к трубам должна обеспечивать сохранность покрытия и изоляции трубопроводов.
4.4. Прокладку трубопроводов в пределах щитовой опоры необходимо выполнять с применением труб максимальной поставочной длины. При этом сварные поперечные швы трубопроводов должны быть, как правило, расположены симметрично относительно щитовой опоры.
4.5. Укладку труб диаметром свыше 100 мм с продольным или спиральным швом следует производить со смещением этих швов не менее чем на 100 мм. При укладке труб диаметром менее 100 мм смещение швов должно быть не менее трехкратной толщины стенки трубы.
Продольные швы должны находиться в пределах верхней половины окружности укладываемых труб.
Крутоизогнутые и штампованные отводы трубопроводов разрешается сваривать между собой без прямого участка.
Приварка патрубков и отводов в сварные стыки и гнутые элементы не допускается.
4.6. При монтаже трубопроводов подвижные опоры и подвески должны быть смещены относительно проектного положения на расстояние, указанное в рабочих чертежах, в сторону, обратную перемещению трубопровода в рабочем состоянии.
При отсутствии данных в рабочих чертежах подвижные опоры и подвески горизонтальных трубопроводов должны быть смещены с учетом поправки на температуру наружного воздуха при монтаже на следующие величины:
скользящие опоры и элементы крепления подвесок к трубе - на половину теплового удлинения трубопровода в месте крепления;
катки катковых опор - на четверть теплового удлинения.
4.7. Пружинные подвески при монтаже трубопроводов необходимо затягивать в соответствии с рабочими чертежами.
Во время выполнения гидравлических испытаний паропроводов диаметром 400 мм и более следует устанавливать в пружинных подвесках разгружающее устройство.
4.8. Трубопроводную арматуру надлежит монтировать в закрытом состоянии. Фланцевые и приварные соединения арматуры должны быть выполнены без натяга трубопроводов.
Отклонение от перпендикулярности плоскости фланца, приваренного к трубе, по отношению к оси трубы не должно превышать 1% наружного диаметра фланца, но быть не более 2 мм по верху фланца.
4.9. Сильфонные (волнистые) и сальниковые компенсаторы следует монтировать в собранном виде.
При подземной прокладке тепловых сетей установка компенсаторов в проектное положение допускается только после выполнения предварительных испытаний трубопроводов на прочность и герметичность, обратной засыпки трубопроводов бесканальной прокладки, каналов, камер и щитовых опор.
4.10. Осевые сильфонные и сальниковые компенсаторы следует устанавливать на трубопроводы без перелома осей компенсаторов и осей трубопроводов.
Допускаемые отклонения от проектного положения присоединительных патрубков компенсаторов при их установке и сварке должны быть не более указанных в технических условиях на изготовление и поставку компенсаторов.
4.11. При монтаже сильфонных компенсаторов не разрешаются их скручивание относительно продольной оси и провисание под действием собственного веса и веса примыкающих трубопроводов. Строповку компенсаторов следует производить только за патрубки.
4.12. Монтажная длина сильфонных и сальниковых компенсаторов должна быть принята по рабочим чертежам с учетом поправки на температуру наружного воздуха при монтаже.
Растяжку компенсаторов до монтажной длины следует производить с помощью приспособлений, предусмотренных конструкцией компенсаторов, или натяжными монтажными устройствами.
4.13. Растяжку П-образного компенсатора следует выполнять после окончания монтажа трубопровода, контроля качества сварных стыков (кроме замыкающих стыков, используемых для натяжения) и закрепления конструкций неподвижных опор.
Растяжка компенсатора должна быть произведена на величину, указанную в рабочих чертежах, с учетом поправки на температуру наружного воздуха при сварке замыкающих стыков.
Растяжку компенсатора необходимо выполнять одновременно с двух сторон на стыках, расположенных на расстоянии не менее 20 и не более 40 диаметров трубопровода от оси симметрии компенсатора, с помощью стяжных устройств, если другие требования не обоснованы проектом.
На участке трубопровода между стыками, используемыми для растяжки компенсатора, не следует производить предварительное смещение опор и подвесок по сравнению с проектом (рабочим проектом).
4.14. Непосредственно перед сборкой и сваркой труб необходимо произвести визуальный осмотр каждого участка на отсутствие в трубопроводе посторонних предметов и мусора.
4.15. Отклонение уклона трубопроводов от проектного допускается на величину . При этом фактический уклон должен быть не менее минимально допустимого по СНиП II-Г.10-73* (II-36-73*).
Подвижные опоры трубопроводов должны прилегать к опорным поверхностям конструкций без зазора и перекоса.
4.16. При выполнении монтажных работ подлежат приемке с составлением актов освидетельствования по форме, приведенной в СНиП 3.01.01-85, следующие виды скрытых работ: подготовка поверхности труб и сварных стыков под противокоррозионное покрытие; выполнение противокоррозионного покрытия труб и сварных стыков.
О проведении растяжки компенсаторов следует составить акт по форме, приведенной в обязательном приложении 1.
4.17. Защита тепловых сетей от электрохимической коррозии должна быть выполнена в соответствии с Инструкцией по защите тепловых сетей от электрохимической коррозии, утвержденной Минэнерго СССР и Минжилкомхозом РСФСР и согласованной с Госстроем СССР.
5. Сборка, сварка и контроль качества сварных соединений
Общие положения
5.1. К прихватке и сварке трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
5.2. Перед допуском к работе по сварке стыков трубопроводов сварщик должен сварить допускной стык в производственных условиях в следующих случаях:
при перерыве в работе более 6 мес.;
при сварке трубопроводов с изменением группы стали, сварочных материалов, технологии или сварочного оборудования.
На трубах диаметром 529 мм и более разрешается сваривать половину периметра допускного стыка; при этом, если допускной стык является вертикальным неповоротным, сварке должны подвергаться потолочные и вертикальные участки шва.
Допускной стык должен быть однотипным с производственным (определение однотипного стыка приведено в Правилах аттестации сварщиков Госгортехнадзора СССР).
Допускной стык подвергается тем видам контроля, которым подвергаются производственные сварные соединения в соответствии с требованиями настоящего раздела.
Производство работ
5.3. Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30 - 50 мм от стыка со стороны, доступной для осмотра.
5.4. Перед сборкой и сваркой необходимо удалить торцевые заглушки, зачистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
5.5. Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать ГОСТ 16037-80.
5.6. Стыки трубопроводов диаметром 920 мм и более, свариваемые без остающегося подкладного кольца, должны быть выполнены с подваркой корня шва внутри трубы. При выполнении сварки внутри трубопровода ответственному исполнителю должен быть выдан наряд-допуск на производство работ повышенной опасности. Порядок выдачи и форма наряда-допуска должны соответствовать требованиям СНиП III-4-80.
5.7. При сборке и сварке стыков труб без подкладного кольца смещение кромок внутри трубы не должно превышать:
для трубопроводов, на которые распространяются требования Правил Госгортехнадзора СССР, - в соответствии с этими требованиями;
для других трубопроводов - 20% толщины стенки трубы, но не более 3 мм.
В стыках труб, собираемых и свариваемых на остающемся подкладном кольце, зазор между кольцом и внутренней поверхностью трубы не должен превышать 1 мм.
5.8. Сборку стыков труб под сварку следует производить с помощью монтажных центровочных приспособлений.
Правка плавных вмятин на концах труб для трубопроводов, на которые не распространяются требования Правил Госгортехнадзора СССР, допускается, если их глубина не превышает 3,5 % диаметра трубы. Участки труб с вмятинами большей глубины или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной от 5 до 10 мм следует обрезать или исправлять наплавкой.
5.9. При сборке стыка с помощью прихваток число их должно быть для труб диаметром до 100 мм - 1 - 2, диаметром свыше 100 до 426 мм - 3 - 4. Для труб диаметром свыше 426 мм прихватки следует располагать через каждые 300-400 мм по окружности.
Прихватки должны быть расположены равномерно по периметру стыка. Протяженность одной прихватки для труб диаметром до 100 мм - 10 - 20 мм, диаметром свыше 100 до 426 мм - 20 - 40, диаметром свыше 426 мм - 30 - 40 мм. Высота прихватки должна быть при толщине стенки S до 10 мм - (0,6 - 0,7) S, но не менее 3 мм, при большей толщине стенки - 5 - 8 мм.
Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
5.10. Сварку трубопроводов, на которые не распространяются требования Правил Госгортехнадзора СССР, допускается производить без подогрева свариваемых стыков:
при температуре наружного воздуха до минус 20°С - при применении труб из углеродистой стали с содержанием углерода не более 0,24% (независимо от толщины стенки труб), а также труб из низколегированной стали с толщиной стенки не более 10 мм;
при температуре наружного воздуха до минус 10°С - при применении труб из углеродистой стали с содержанием углерода свыше 0,24%, а также труб из низколегированной стали с толщиной стенки свыше 10 мм.
При более низкой температуре наружного воздуха сварку следует производить в специальных кабинах, в которых температура воздуха в районе свариваемых стыков должна поддерживаться не ниже указанной.
Разрешается производить сварочные работы на открытом воздухе при подогреве свариваемых концов труб на длине не менее 200 мм от стыка до температуры не ниже 200°С. После окончания сварки должно быть обеспечено постепенное понижение температуры стыка и прилегающей к нему зоны труб путем укрывания их асбестовым полотном или применения другого способа.
Сварка (при отрицательной температуре) трубопроводов, на которые распространяются требования Правил Госгортехнадзора СССР, должна выполняться с соблюдением требований указанных Правил.
При дожде, ветре и снегопаде сварочные работы могут выполняться только при условии защиты сварщика и места сварки.
5.11. Сварку оцинкованных труб следует выполнять в соответствии со СНиП 3.05.01-85.
5.12. Перед сваркой трубопроводов каждая партия сварочных материалов (электродов, сварочной проволоки, флюсов, защитных газов) и труб должна быть подвергнута входному контролю:
на наличие сертификата с проверкой полноты приведенных в нем данных и их соответствия требованиям государственных стандартов или технических условий;
на наличие на каждом ящике или другой упаковке соответствующей этикетки или бирки с проверкой приведенных на ней данных;
на отсутствие повреждений (порчи) упаковки или самих материалов. При обнаружении повреждений вопрос о возможности применения этих сварочных материалов должен быть решен организацией, выполняющей сварку;
на технологические свойства электродов в соответствии с ГОСТ 9466-75 или ведомственными нормативными документами, утвержденными в соответствии со СНиП 1.01.02-83.
5.13. При наложении основного шва необходимо полностью перекрыть и переварить прихватки.
Контроль качества
5.14. Контроль качества сварочных работ и сварных соединений трубопроводов следует выполнять путем:
проверки исправности сварочного оборудования и измерительных приборов, качества применяемых материалов;
операционного контроля в процессе сборки и сварки трубопроводов;
внешнего осмотра сварных соединений и измерений размеров швов;
проверки сплошности стыков неразрушающими методами контроля - радиографическим (рентгеновскими или гамма-лучами) или ультразвуковой дефектоскопией в соответствии с требованиями Правил Госгортехнадзора СССР, ГОСТ 7512-82, ГОСТ 14782-76 и других стандартов, утвержденных в установленном порядке. Для трубопроводов, на которые не распространяются Правила Госгортехнадзора СССР, допускается взамен радиографического или ультразвукового контроля применять магнитографический контроль;
механических испытаний и металлографических исследований контрольных сварных соединений трубопроводов, на которые распространяются требования Правил Госгортехнадзора СССР, в соответствии с этими Правилами;
испытаний на прочность и герметичность.
5.15. При операционном контроле качества сварных соединений стальных трубопроводов надлежит проверить соответствие стандартам конструктивных элементов и размеров сварных соединений (притупление и зачистку кромок, величину зазоров между кромками, ширину и усиление сварного шва), а также технологию и режим сварки, качество сварочных материалов, прихваток и сварного шва.
5.16. Все сварные стыки подлежат внешнему осмотру и измерению.
Стыки трубопроводов, сваренные без подкладного кольца с подваркой корня шва, подвергаются внешнему осмотру и измерению размеров шва снаружи и внутри трубы, в остальных случаях - только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на ширину не менее 20 мм (по обе стороны шва).
Результаты внешнего осмотра и измерения размеров сварных соединений считаются удовлетворительными, если:
отсутствуют трещины любых размеров и направлений в шве и прилегающей зоне, а также подрезы, наплывы, прожоги, незаваренные кратеры и свищи;
размеры и количество объемных включений и западаний между валиками не превышают значений, приведенных в табл.1;
размеры непровара, вогнутости и превышение проплава в корне шва стыковых соединений, выполненных без остающегося подкладного кольца (при возможности осмотра стыка изнутри трубы), не превышают значений, приведенных в табл.2.
Стыки, не удовлетворяющие перечисленным требованиям, подлежат исправлению или удалению.
Таблица 1
Таблица 2
5.17. Проверке сплошности неразрушающими методами контроля подвергаются сварные соединения:
трубопроводов, на которые распространяются требования Правил Госгортехнадзора СССР, наружным диаметром до 465 мм - в объеме, предусмотренном этими Правилами, диаметром свыше 465 до 900 мм - в объеме не менее 10% (но не менее четырех стыков), диаметром свыше 900 мм - в объеме не менее 15% (но не менее четырех стыков) общего числа однотипных стыков, выполненных каждым сварщиком;
трубопроводов, на которые не распространяются требования Правил Госгортехнадзора СССР, наружным диаметром до 465 мм - в объеме не менее 3% (но не менее двух стыков), диаметром свыше 465 мм - в объеме 6% (но не менее трех стыков) общего числа однотипных стыков, выполненных каждым сварщиком; в случае проверки сплошности сварных соединений с помощью магнитографического контроля 10% общего числа стыков, подвергнутых контролю, должно быть проверено, кроме того, радиографическим методом.
5.18. Неразрушающим методам контроля следует подвергать 100% сварных соединений трубопроводов тепловых сетей, прокладываемых в непроходных каналах под проезжей частью дорог, в футлярах, тоннелях или технических коридорах совместно с другими инженерными коммуникациями, а также при пересечениях:
железных дорог и трамвайных путей - на расстоянии не менее 4 м, электрифицированных железных дорог - не менее 11 м от оси крайнего пути;
железных дорог общей сети - на расстоянии не менее 3 м от ближайшего сооружения земляного полотна;
автодорог - на расстоянии не менее 2 м от края проезжей части, укрепленной полосы обочины или подошвы насыпи;
метрополитена - на расстоянии не менее 8 м от сооружений;
кабелей силовых, контрольных и связи - на расстоянии не менее 2 м;
газопроводов - на расстоянии не менее 4 м;
магистральных газопроводов и нефтепроводов - на расстоянии не менее 9 м;
зданий и сооружений - на расстоянии не менее 5 м от стен и фундаментов.
5.19. Сварные швы следует браковать, если при проверке неразрушающими методами контроля обнаружены трещины, незаваренные кратеры, прожоги, свищи, а также непровары в корне шва, выполненного на подкладном кольце.
5.20. При проверке радиографическим методом сварных швов трубопроводов, на которые распространяются требования Правил Госгортехнадзора СССР, допустимыми дефектами считаются поры и включения, размеры которых не превышают значений, указанных в табл.3.
Таблица 3
Высота (глубина) непровара, вогнутости и превышения проплава в корне шва соединения, выполненного односторонней сваркой без подкладного кольца, не должны превышать значений, указанных в табл. 2.
Допустимыми дефектами сварных швов по результатам ультразвукового контроля считаются дефекты, измеряемые характеристики, число которых не превышает указанных в табл. 4.
Таблица 4
Примечания: 1. Крупным считается дефект, условная протяженность которого превышает 5,0 мм при толщине стенки до 5,5 мм и 10 мм при толщине стенки свыше 5,5 мм. Если условная протяженность дефекта не превышает указанных значений, он считается мелким.
2. При электродуговой сварке без подкладного кольца при одностороннем доступе к шву допускается суммарная условная протяженность дефектов, расположенных в корне шва, до 1/3 периметра трубы.
3. Уровень амплитуды эхо-сигнала от измеряемого дефекта не должен превышать уровень амплитуды эхо-сигнала от соответствующего искусственного углового отражателя ("зарубки") или эквивалентного сегментного отражателя.
─────────────────────────────────────────────────────────────────────────
5.21. Для трубопроводов, на которые не распространяются требования Правил Госгортехнадзора СССР, допустимыми дефектами при радиографическом методе контроля считаются поры и включения, размеры которых не превышают максимально допустимых по ГОСТ 23055-78 для сварных соединений 7-го класса, а также непровары, вогнутость и превышение проплава в корне шва, выполненного односторонней электродуговой сваркой без подкладного кольца, высота (глубина) которых не должна превышать значений, указанных в табл.2.
5.22. При выявлении неразрушающими методами контроля недопустимых дефектов в сварных швах трубопроводов, на которые распространяются требования Правил Госгортехнадзора СССР, должен проводиться повторный контроль качества швов, установленный этими Правилами, а в сварных швах трубопроводов, на которые не распространяются требования Правил, - в удвоенном числе стыков по сравнению с указанным в п.5.17.
В случае выявления недопустимых дефектов при повторном контроле должны быть проконтролированы все стыки, выполненные данным сварщиком.
5.23. Исправлению путем местной выборки и последующей подварки (без повторной сварки всего соединения) подлежат участки сварного шва с недопустимыми дефектами, если размеры выборки после удаления дефектного участка не превышают значений, указанных в табл. 5.
Сварные стыки, в швах которых для исправления дефектного участка требуется произвести выборку размерами более допускаемых по табл.5, должны быть полностью удалены.
Таблица 5
5.24. Подрезы следует исправлять наплавкой ниточных валиков шириной не более 2,0 - 3,0 мм. Трещины необходимо засверливать по концам, вырубать, тщательно зачищать и заваривать в несколько слоев.
5.25. Все исправленные участки сварных стыков должны быть проверены внешним осмотром, радиографической или ультразвуковой дефектоскопией.
5.26. На исполнительном чертеже трубопровода, составленном в соответствии со СНиП 3.01.03-84, следует указывать расстояния между сварными соединениями, а также от колодцев, камер и абонентских вводов до ближайших сварных соединений.
6. Тепловая изоляция трубопроводов
6.1. Монтаж теплоизоляционных конструкций и защитных покрытий необходимо производить в соответствии с требованиями СНиП III-20-74 и настоящего раздела.
6.2. Сварные и фланцевые соединения не должны быть изолированы на ширину 150 мм по обе стороны соединений до выполнения испытаний трубопроводов на прочность и герметичность.
6.3. Возможность производства изоляционных работ на трубопроводах, подлежащих регистрации в соответствии с Правилами Госгортехнадзора СССР, до выполнения испытаний на прочность и герметичность необходимо согласовать с местным органом Госгортехнадзора СССР.
6.4. При выполнении заливной и засыпной изоляции при бесканальной прокладке трубопроводов в проекте производства работ необходимо предусматривать временные устройства, предотвращающие всплытие трубопровода, а также попадание в изоляцию грунта.
7. Переходы тепловых сетей через проезды и дороги
7.1. Производство работ при подземном (надземном) пересечении тепловыми сетями железнодорожных и трамвайных путей, автодорог, городских проездов следует выполнять в соответствии с требованиями настоящих правил, а также СНиП III-8-76.
7.2. При проколе, продавливании, горизонтальном бурении или других способах бестраншейной прокладки футляров сборку и прихватку звеньев (труб) футляра необходимо выполнять с помощью центратора. Торцы свариваемых звеньев (труб) должны быть перпендикулярны их осям. Переломы осей звеньев (труб) футляров не допускаются.
7.3. Армированное торкрет-бетонное противокоррозионное покрытие футляров при их бестраншейной прокладке следует производить в соответствии с требованиями СНиП III-15-76.
7.4. Трубопроводы в пределах футляра следует выполнять из труб максимальной поставочной длины.
7.5. Отклонение оси футляров переходов от проектного положения для самотечных конденсатопроводов не должно превышать:
по вертикали - 0,6% длины футляра при условии обеспечения проектного уклона конденсатопроводов;
по горизонтали - 1% длины футляра.
Отклонение оси футляров переходов от проектного положения для остальных трубопроводов не должно превышать 1% длины футляра.
8. Испытание и промывка (продувка) трубопроводов
Общие положения
8.1. После завершения строительно-монтажных работ трубопроводы должны быть подвергнуты окончательным (приемочным) испытаниям на прочность и герметичность. Кроме того, конденсатопроводы и трубопроводы водяных тепловых сетей должны быть промыты, паропроводы - продуты паром, а трубопроводы водяных тепловых сетей при открытой системе теплоснабжения и сети горячего водоснабжения - промыты и продезинфицированы.
Трубопроводы, прокладываемые бесканально и в непроходных каналах, подлежат также предварительным испытаниям на прочность и герметичность в процессе производства строительно-монтажных работ.
8.2. Предварительные испытания трубопроводов следует производить до установки сальниковых (сильфонных) компенсаторов, секционирующих задвижек, закрывания каналов и обратной засыпки трубопроводов бесканальной прокладки и каналов.
Предварительные испытания трубопроводов на прочность и герметичность следует выполнять, как правило, гидравлическим способом.
При отрицательных температурах наружного воздуха и невозможности подогрева воды, а также при отсутствии воды допускается в соответствии с проектом производства работ выполнение предварительных испытаний пневматическим способом.
Не допускается выполнение пневматических испытаний надземных трубопроводов, а также трубопроводов, прокладываемых в одном канале (секции) или в одной траншее с действующими инженерными коммуникациями.
8.3. Трубопроводы водяных тепловых сетей следует испытывать давлением, равным 1,25 рабочего, но не менее 1,6 МПа (16 ), паропроводы, конденсатопроводы и сети горячего водоснабжения - давлением, равным 1,25 рабочего, если другие требования не обоснованы проектом (рабочим проектом).
8.4. Перед выполнением испытаний на прочность и герметичность надлежит:
произвести контроль качества сварных стыков трубопроводов и исправление обнаруженных дефектов в соответствии с требованиями разд.5;
отключить заглушками испытываемые трубопроводы от действующих и от первой запорной арматуры, установленной в здании (сооружении);
установить заглушки на концах испытываемых трубопроводов и вместо сальниковых (сильфонных) компенсаторов, секционирующих задвижек при предварительных испытаниях;
обеспечить на всем протяжении испытываемых трубопроводов доступ для их внешнего осмотра и осмотра сварных швов на время проведения испытаний;
открыть полностью арматуру и байпасные линии.
Использование запорной арматуры для отключения испытываемых трубопроводов не разрешается.
Одновременные предварительные испытания нескольких трубопроводов на прочность и герметичность допускается производить в случаях, обоснованных проектом производства работ.
8.5. Измерения давления при выполнении испытаний трубопроводов на прочность и герметичность следует производить по аттестованным в установленном порядке двум (один - контрольный) пружинным манометрам класса не ниже 1,5 с диаметром корпуса не менее 160 мм и шкалой с номинальным давлением 4/3 измеряемого.
8.6. Испытания трубопроводов на прочность и герметичность (плотность), их продувку, промывку, дезинфекцию необходимо производить по технологическим схемам (согласованным с эксплуатационными организациями), регламентирующим технологию и технику безопасности проведения работ (в том числе границы охранных зон).
8.7. О результатах испытаний трубопроводов на прочность и герметичность, а также об их промывке (продувке) следует составить акты по формам, приведенным в обязательных приложениях 2 и 3.
Гидравлические испытания
8.8. Испытания трубопроводов следует выполнять с соблюдением следующих основных требований:
испытательное давление должно быть обеспечено в верхней точке (отметке) трубопроводов;
температура воды при испытаниях должна быть не ниже 5°С;
при отрицательной температуре наружного воздуха трубопровод необходимо заполнить водой температурой не выше 70°С и обеспечить возможность заполнения и опорожнения его в течение 1 ч.;
при постепенном заполнении водой из трубопроводов должен быть полностью удален воздух;
испытательное давление должно быть выдержано в течение 10 мин и затем снижено до рабочего;
при рабочем давлении должен быть произведен осмотр трубопровода по всей его длине.
8.9. Результаты гидравлических испытаний на прочность и герметичность трубопровода считаются удовлетворительными, если во время их проведения не произошло падения давления, не обнаружены признаки разрыва, течи или запотевания в сварных швах, а также течи в основном металле, фланцевых соединениях, арматуре, компенсаторах и других элементах трубопроводов, отсутствуют признаки сдвига или деформации трубопроводов и неподвижных опор.
Пневматические испытания
8.10. Выполнение пневматических испытаний следует производить для стальных трубопроводов с рабочим давлением не выше 1,6 МПа (16 ) и температурой до 250°С, монтируемых из труб и деталей, испытанных на прочность и герметичность (плотность) заводами-изготовителями в соответствии с ГОСТ 3845-75 (при этом заводское испытательное давление для труб, арматуры, оборудования и других изделий и деталей трубопровода должно быть на 20% выше испытательного давления, принятого для смонтированного трубопровода).
Установка чугунной арматуры (кроме вентилей из ковкого чугуна) на время испытаний не допускается.
8.11. Заполнение трубопровода воздухом и подъем давления следует производить плавно со скоростью не более 0,3 МПа (3 ) в 1 ч. Визуальный осмотр трассы [вход в охранную (опасную) зону, но без спуска в траншею] допускается при величине давления, равной 0,3 испытательного, но не более 0,3 МПа (3 ).
На период осмотра трассы подъем давления должен быть прекращен.
При достижении величины испытательного давления трубопровод должен быть выдержан для выравнивания температуры воздуха по длине трубопровода. После выравнивания температуры воздуха испытательное давление выдерживается 30 мин и затем плавно снижается до 0,3 МПа (3 ), но не выше величины рабочего давления теплоносителя; при этом давлении производится осмотр трубопроводов с отметкой дефектных мест.
Места утечки определяются по звуку просачивающегося воздуха, по пузырям при покрытии сварных стыков и других мест мыльной эмульсией и применением других методов.
Дефекты устраняются только при снижении избыточного давления до нуля и отключении компрессора.
8.12. Результаты предварительных пневматических испытаний считаются удовлетворительными, если во время их проведения не произошло падения давления по манометру, не обнаружены дефекты в сварных швах, фланцевых соединениях, трубах, оборудовании и других элементах и изделиях трубопровода, отсутствуют признаки сдвига или деформации трубопровода и неподвижных опор.
8.13. Трубопроводы водяных сетей в закрытых системах теплоснабжения и конденсатопроводы должны быть, как правило, подвергнуты гидропневматической промывке.
Допускается гидравлическая промывка с повторным использованием промывочной воды путем пропуска ее через временные грязевики, устанавливаемые по ходу движения воды на концах подающего и обратного трубопроводов.
Промывка, как правило, должна производиться технической водой. Допускается промывка хозяйственно-питьевой водой с обоснованием в проекте производства работ.
8.14. Трубопроводы водяных сетей открытых систем теплоснабжения и сетей горячего водоснабжения необходимо промывать гидропневматическим способом водой питьевого качества до полного осветления промывочной воды. По окончании промывки трубопроводы должны быть продезинфицированы путем их заполнения водой с содержанием активного хлора в дозе 75-100 мг/л при времени контакта не менее 6 ч. Трубопроводы диаметром до 200 мм и протяженностью до 1 км разрешается, по согласованию с местными органами санитарно-эпидемиологической службы, хлорированию не подвергать и ограничиться промывкой водой, соответствующей требованиям ГОСТ 2874-82.
После промывки результаты лабораторного анализа проб промывной воды должны соответствовать требованиям ГОСТ 2874-82. О результатах промывки (дезинфекции) санитарно-эпидемиологической службой составляется заключение.
8.15. Давление в трубопроводе при промывке должно быть не выше рабочего. Давление воздуха при гидропневматической промывке не должно превышать рабочее давление теплоносителя и быть не выше 0,6 МПа (6 ).
Скорости воды при гидравлической промывке должны быть не ниже расчетных скоростей теплоносителя, указанных в рабочих чертежах, а при гидропневматической - превышать расчетные не менее чем на 0,5 м/с.
8.16. Паропроводы должны быть продуты паром со сбросом в атмосферу через специально установленные продувочные патрубки с запорной арматурой. Для прогрева паропровода перед продувкой должны быть открыты все пусковые дренажи. Скорость прогрева должна обеспечивать отсутствие гидравлических ударов в трубопроводе.
Скорости пара при продувке каждого участка должны быть не менее рабочих скоростей при расчетных параметрах теплоносителя.
9. Охрана окружающей среды
9.1. При строительстве новых, расширении и реконструкции действующих тепловых сетей меры по охране окружающей среды следует принимать в соответствии с требованиями СНиП 3.01.01-85 и настоящего раздела.
9.2. Не разрешается без согласования с соответствующей службой: производить земляные работы на расстоянии менее 2 м до стволов деревьев и менее 1 м до кустарника; перемещение грузов на расстоянии менее 0,5 м до крон или стволов деревьев; складирование труб и других материалов на расстоянии менее 2 м до стволов деревьев без устройства вокруг них временных ограждающих (защитных) конструкций.
9.3. Промывку трубопроводов гидравлическим способом следует выполнять с повторным использованием воды. Опорожнение трубопроводов после промывки и дезинфекции следует производить в места, указанные в проекте производства работ и согласованные с соответствующими службами.
9.4. Территория строительной площадки после окончания строительно-монтажных работ должна быть очищена от мусора.
Приложение 1
Обязательное
Акт
о проведении растяжки компенсаторов
г.________________________ "_____"_________________19_____г.
Комиссия в составе:
(фамилия, имя, отчество, должность)
произвела осмотр работ, выполненных ________________________________
________________________________________________________________________,
1. К освидетельствованию и приемке предъявлена растяжка
компенсаторов, перечисленных в таблице, на участке от камеры (пикета,
шахты) N_______ до камеры (пикета, шахты) N_______.
───────────────────┬─────────┬────────┬─────────────────────┬───────────┐
Номер компенсатора│ Номер │ Тип │ Величина │Температура│
по чертежу │ чертежа │ компен-│ растяжки, мм │наружного │
│ │ сатора ├─────────┬───────────┤воздуха, °С│
│ │ │проектная│фактическая│ │
│ │ │ │ │ │
───────────────────┼─────────┼────────┼─────────┼───────────┼───────────┤
│ │ │ │ │ │
───────────────────┴─────────┴────────┴─────────┴───────────┴───────────┘
_________________________________________________________________________
составления)
Решение комиссии
Работы выполнены в соответствии с проектно-сметной документацией, государственными стандартами, строительными нормами и правилами и отвечают требованиям их приемки.
(подпись)
(подпись)
Приложение 2
Обязательное
Акт
о проведении испытаний трубопроводов на прочность и герметичность
Комиссия в составе:
представителя строительно-монтажной организации ____________________
________________________________________________________________________,
(фамилия, имя, отчество, должность)
представителя технического надзора заказчика _______________________
________________________________________________________________________,
(фамилия, имя, отчество, должность)
_________________________________________________________________________
(фамилия, имя, отчество, должность)
________________________________________________________________________,
(наименование строительно-монтажной организации)
и составила настоящий акт о нижеследующем:
1. К освидетельствованию и приемке предъявлены _____________________
_________________________________________________________________________
(гидравлические или пневматические)
трубопроводы, испытанные на прочность и герметичность и перечисленные в
таблице, на участке от камеры (пикета, шахты) N________ до камеры
(пикета, шахты) N_________ трассы ___________
Протяженностью __________ м.
(наименование трубопровода)
─────────────────┬─────────────────┬─────────────────────┬──────────────┐
Трубопровод │ Испытательное │ Продолжительность, │ Наружный │
│ давление, МПа │ мин │ осмотр при │
│ (кгс/кв.см) │ │ давлении, МПа│
│ │ │ (кгс/кв.см) │
─────────────────┼─────────────────┼─────────────────────┼──────────────┤
─────────────────┴─────────────────┴─────────────────────┴──────────────┘
2. Работы выполнены по проектно-сметной документации _______________
_________________________________________________________________________
________________________________________________________________________.
(наименование проектной организации, номера чертежей и дата их
составления)
Решение комиссии
Представитель строительно-монтажной организации _____________________
(подпись)
Представитель технического надзора заказчика _____________________
(подпись)
(подпись)
Приложение 3
Обязательное
Акт
о проведении промывки (продувки) трубопроводов
г._____________________ "_____"____________19____г.
Комиссия в составе:
представителя строительно-монтажной организации ____________________
________________________________________________________________________,
(фамилия, имя, отчество, должность)
представителя технического надзора заказчика _______________________
________________________________________________________________________,
(фамилия, имя, отчество, должность)
представителя эксплуатационной организации _________________________
_________________________________________________________________________
(фамилия, имя, отчество, должность)
произвела осмотр работ, выполненных _____________________________________
________________________________________________________________________,
(наименование строительно-монтажной организации)
и составила настоящий акт о нижеследующем:
1. К освидетельствованию и приемке предъявлена промывка (продувка)
трубопроводов на участке от камеры (пикета, шахты) N__________ до камеры
(пикета, шахты) N______ трассы __________________________________________
_________________________________________________________________________
(наименование трубопровода)
протяженностью ___________ м.
Промывка (продувка) произведена _________________________________________
________________________________________________________________________.
(наименование среды, давление, расход)
2. Работы выполнены по проектно-сметной документации _______________
_________________________________________________________________________
________________________________________________________________________.
(наименование проектной организации, номера чертежей и дата их
составления)
Решение комиссии
Работы выполнены в соответствии с проектно-сметной документацией, стандартами, строительными нормами и правилами и отвечают требованиям их приемки.
Представитель строительно-монтажной организации _____________________
(подпись)
Представитель технического надзора заказчика _____________________
(подпись)
Представитель эксплуатационной организации _____________________